Выточка деталей – Сборка деталей, подготовка кроя к стачиванию, осноровка изделия и соединение с подкладом
Вытачивание широких деталей
Прежде чем начинать вытачивать изделие, нужно выбрать способ закрепления и обработки детали. Только один способ — приклеивание заготовки к промежуточной пластине как основанию для крепления — позволяет за один прием вытачить, отшлифовать и отполировать изделие изнутри и снаружи. В другом случае сначала вытачивают внешний контур, потом деталь переворачивают и оформляют внутреннюю часть.
Техника вытачивания широких деталей заметно отличается от техники обработки удлиненных деталей. Однако и в том, и в другом случае суппорт следует придвигать как можно ближе к обрабатываемой поверхности. Но если это широкая деталь, то суппорт приходится переставлять чаще. Поэтому здесь лучше использовать подвижные суппорты.
Удлиненные детали вытачивают, как правило, путем срезания стружки при вращении заготовки. При вытачивании широких деталей — особенно их внутренней части, когда обработка ведется в определенной последовательности, чаще пользуются так называемым соскабливающим вращением. Режущая часть инструмента давит на поверхность детали, но при этом вращается как сама деталь, так и захватывающая ее режущая кромка. Для такой работы подходят закругленные и плоские скребки.
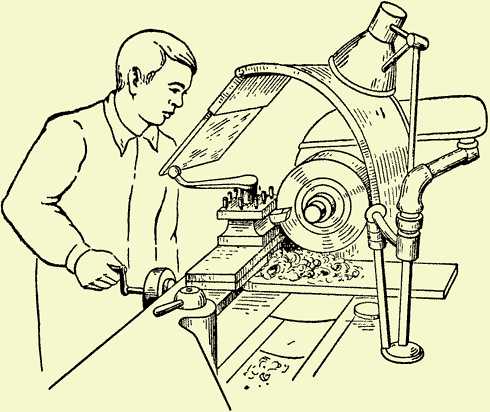
При намерении выточить изделие большого диаметра учитывайте возможность размещения заготовки между станиной и передней бабкой. Но существуют и такие токарные станки, на которых планшайбу можно прикреплять к противоположной стороне передней бабки, что позволяет обрабатывать детали более крупные, чем на обычном станке.
Как различать инструмент
Существует множество резчицких инструментов. Определить, для какого конкретно способа обработки древесины предназначен тот или иной инструмент, можно по рукоятке, в которую вставлена металлическая пластина с режущей частью.
У токарного инструмента круглая сужающаяся кверху рукоятка, на которую надето крепежное кольцо. У столярного инструмента круглая рукоятка с расширенной средней частью. Сверху и снизу на рукоятку надеты крепежные кольца. Инструмент скульптора-резчика имеет восьмигранную рукоятку, сужающуюся от середины кверху и книзу.
Освоив вытачивание широких деталей, вы можете изготовить красивые вазы и чаши. Чтобы оформить внутреннюю часть, заготовку насаживают на планшайбу, которую закрепляют только с одной стороны — у передней бабки.
Вытачивание широких деталей: шаг за шагом
Измерьте угол заточки
Чтобы инструменты, используемые при токарной обработке древесины, отвечали всем требованиям, угол их заточки должен быть правильным. Измеряйте его угломером (транспортиром). Если режущая часть инструмента слишком мала и не захватывает круговую шкалу угломера, то надо приложить инструмент к бумаге, перенести на нее угол заточки и затем с помощью линейки продлить стороны угла. Это позволит применить угломер и в результате определить угол заточки.
Заточка инструмента
Особый патрон
Полностью укомплектованный токарный станок, как правило, оснащен набором специальных патронов. С их помощью можно вытачивать маленькие детали и детали необычной формы. Круговой патрон служит для обработки круглых коротких заготовок размером от 10 до 40 мм. На нем можно выточить, например, комплект подставок для яиц.
Шпунтовые патроны — это своего рода «удлинители», которые удерживают деталь, если ее нельзя закрепить обычным способом.
В комплект вспомогательных приспособлений входят также винтовые патроны, у которых с одной стороны гладкий стержень, с другой — резьба.
Закрепление детали на токарном станке
На помещенных здесь фотографиях показан один из трех возможных способов закрепления детали на передней бабке. В данном случае основание чаши формируют в виде «цоколя», который затем вставляют в специально подогнанное углубление на деревянной пластине (ей отводится роль вспомогательного приспособления, позволяющего закрепить деталь на станке). Эту работу надо выполнить предельно точно, иначе могут возникнуть сложности. Рекомендуется центровку проверить дважды.
Если, к примеру, центры планшайбы и детали не вполне совпадают, то последняя не будет вращаться точно вокруг своей оси. В то же время очень важно, чтобы «цоколь» чаши и углубление на пластине идеально подходили друг к другу по размеру. В противном случае плотного сцепления не получится, а значит, пластина не будет прочно удерживать деталь во время вращения.
Однако если ваш токарный станок оснащен трех — или четырехгранным патроном, то задача закрепления детали заметно упрощается. В этом случае вместо выступающего «цоколя» в основании чаши делают соответствующей формы выемку глубиной 4-5 мм, куда вставляют патрон-распорку.
Приклеивание детали
Если ваш станок не оснащен таким патроном, то можно прибегнуть к еще одному способу закрепления детали — приклеиванию. Для этого произвольно вырезанную деревянную пластину также привинчивают к планшайбе. Затем внешнюю сторону пластины покрывают клеем и прикладывают к ней лист специальной прочной бумаги. Далее клей наносят на внешнюю сторону бумаги и на основание детали, после чего деталь и пластину прижимают друг к другу, при этом центровку проводят грубо, на глазок. Теперь важно установить деталь на станке и откорректировать ее положение, пока клей не высох. Станок запускают на минимальной скорости, затем, периодически останавливая шпиндель, положение детали корректируют, пока центровка не будет точной. У этого способа есть преимущество: можно обрабатывать и внешнюю, и внутреннюю стороны детали, не снимая ее со станка. После обработки деталь отделяют от пластины, проводя резцом по шву, где проложен лист бумаги.
Точно определить центр заготовки, начертить круг внутри ее контура. Срезав лишнюю древесину, придать заготовке форму, близкую к кругу.
Установить по центру заготовки планшайбу и закрепить ее шурупами.
Установить суппорт перед деталью. Выточить основание чаши и ее внешнюю часть.
Выточить из пластины твердого дерева углубление для основания чаши «в зеркальном изображении».
Закрепить планшайбу на пластине точно по центру углубления, но с другой стороны. Основание чаши вогнать в это углубление.
Установить суппорт вплотную к детали. Внутреннюю часть вытачивать стамеской диаметром 10 мм.
Как оформить внутреннюю часть чаши
Когда заготовка тем или иным способом — с применением планшайбы или патрона-распорки — закреплена на станке, а суппорт установлен перед заготовкой, начинается собственно токарная работа. Те, кто впервые вытачивает широкую деталь, часто не предполагают, насколько этот процесс может быть увлекательным. Но когда неказистая с виду заготовка на глазах преображается, а на ее поверхности все отчетливее проступает текстура древесины с узором годичных колец, работа начинает доставлять подлинное удовольствие.
Прежде чем приступать к вытачиванию внутренней части чаши, пометьте резцом контур углубления. От этой линии начинайте удалять древесину, ведя инструмент от края к середине изделия. Только очень опытные токари могут использовать прием «соскабливающего вращения». Новичкам к нему лучше не прибегать: инструмент может сорваться и испортить заготовку. Поэтому начинающим советуем действовать как при вытачивании удлиненной детали: правой рукой направляйте инструмент, удерживая его за рукоятку, а левой плотно прижимайте металлическую пластину к суппорту.
От краев к середине
При вырезании древесины от краев к середине рукояткой инструмента следует совершать колебательные движения слева направо. Режущая часть должна располагаться выше оси вращения. После грубой выемки древесины зачистку производят, ведя инструмент опять же от краев к середине.
Все время регулируйте положение суппорта, чтобы он был как можно ближе к участку срезания древесины.
Резчицкий инструмент
Рисунки показывают, под каким углом следует затачивать тот или иной инструмент, предназначенный для работ по дереву. Основное требование к такому инструменту: его режущая кромка должна быть идеально острой, а поверхность режущей части — чисто отполированной. Тупой и тем более зазубренный инструмент не годится.
Новый инструмент уже заточен, но нужно удалить заусенец. Используйте для этого точильные бруски и точильный круг хорошего качества и подходящие к вашим инструментам фигурные оселки.
Режущая кромка
Долота со скошенной режущей частью и резцы затачивают с обеих сторон под определенным углом. Сложнее заточить полукруглую стамеску, не нарушив при этом первоначальный угол заточки и контур режущей кромки. Поэтому если вы не уверены, что справитесь с такой работой, то лучше не рискуйте и доверьте ее специалисту. Ведь только правильно заточенной полукруглой стамеской можно аккуратно обработать внутреннюю часть детали. То же можно сказать и о скребках, используемых при зачистке дна детали. Лишь скребок с безупречной заточкой оставляет после себя чистую и гладкую поверхность.
www.remontiruemlegko.ru
Точение и изготовление деталей из металла на ЧПУ. Вытачивание канавок и выемок
Выточка деталей осуществляется по специально разработанному или готовому чертежу, а также по образцу, предоставленному заказчиком. Точное повторение габаритных размеров и конфигурации образцовой детали базируется на тщательном выполнении измерений нашими специалистами, разрабатывающими технологическую схему изготовления новой детали.
Выточка деталей из нержавейки позволяет создавать декоративные изделия и детали промышленных механизмов, устойчивые к воздействию коррозии и агрессивных химических веществ. Выбор оптимального режущего инструмента при обработке заготовок из нержавеющей стали основан на используемой разновидности металла. Более сложными в обработке являются марки стали с повышенным содержанием легирующих элементов.
Изготовление токарных деталей производится на специализированном оборудовании с применением операций наружного точения и растачивания внутренних поверхностей. Система крепления режущей пластины в державке определяется разновидностью выполняемой операции и габаритными размерами обрабатываемой заготовки. Последовательное выполнение операций чернового, получистового и чистового точения обеспечивает оптимальный баланс между высокой скоростью и гарантированным качеством обработки поверхностей.



Профильное точение деталей из металла применяется для изготовления изделий различной конфигурации. Изменения направлений обработки и глубины резания при обработке профильных поверхностей приводит к необходимости выбора специальных резцов и систем креплений. Наши специалисты учитывают все факторы, влияющие на процесс обработки металлических деталей, обеспечивая реализацию заказов в оптимальном режиме.
Профессиональное выполнение токарных работ содержит в себе также операции точения внутренних поверхностей деталей, выполняемое режущим инструментом максимально большого размера с коротким вылетом. Правильный выбор инструмента, способа его применения и метода крепления, минимизирует вибрацию и отклонения от заданного режима. Профильная обработка внутренних поверхностей связана с влиянием радиальных и тангенциальных усилий резания. Обработка отверстий небольшого диаметра выполняется режущим инструментом с большими показателями заднего угла, исключающими риск контакта между инструментом и стенками заготовки.
Крупносерийное производство металлических деталей с использованием станков, оснащенных ЧПУ, соединяет в себе высокую скорость, стабильность габаритных размеров и четкое соблюдение установленных стандартов.
Волковский механический завод также осуществляет нарезание резьбы, сверление и накатывание рифлений.
vmz-spb.ru
Вытачки. Виды вытачек. Как сшить вытачки? Правильные вытачки. Схемы. Картинки
Ого! С прошлого года не встречались! Всем привет!
Тут вот какое дело. О вытачках, нужно рассказать так много. И это важно, и то, а это ещё важнее. Так что придется мне, разбить статью на две части, чтобы максимально охватить всё, что связанно с вытачками.
И прочитав обе статьи, вы сможете многое узнаете о вытачках, а именно:
- Виды вытачек.
- Как сшивать вытачки?
- Быстрые способы выполнения прямой, короткой вытачки.
- Как обрабатываются припуски вытачек?
- Как утюжить вытачки?
Виды вытачек.
Для того чтобы плоский лоскут ткани превратился в одеяние, которое будет плотно облегать человеческое тело, со всеми его выступами и впадинами, придуманы вытачки. Вытачки это клинообразные швы, которые наравне с рельефами и защипами, применяют для художественного оформления изделий.
Раствор (см. ниже, что такое раствор) вытачек и количество вытачек определяется моделью.
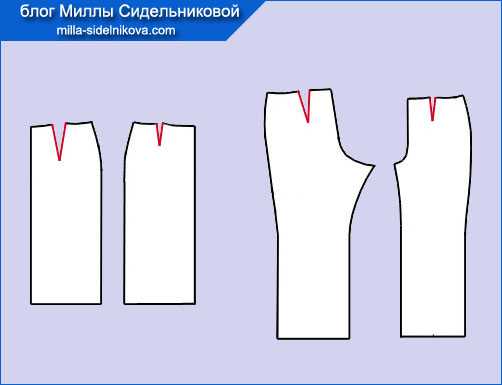
Вытачки выполняют:
- на спинках и полочках,
- на рукавах,
- на полотнищах юбок
- и на половинках брюк.
1. По месту расположения вытачки могут быть верхними. На спинке их размещают для того, чтобы изделие приняло форму в месте выпуклости лопаток и называют плечевыми. Плечевые вытачки могут начинаться:
- из плечевого среза
- или из среза горловины.

На полочках выточки размещают для того чтобы изделие приняло форму в месте выпуклости груди и называют их нагрудными.

Нагрудные вытачки могут начинаться:
- Из бокового среза;
- Из проймы;
- Из плечевого среза;
- Из горловины.
Всегда вытачки, размещающиеся на изделии на выпуклость груди, должны быть направлены к центру груди.
2. По месту расположения вытачки могут быть от линии талии — талиевые вытачки. Здесь они создают прилегание изделия в области талии.
Вытачки от линии талии могут располагаться:
- и на цельных деталях спинки или полочки, неразрезные вытачки
- и на отрезных деталях спинки и полочки, разрезные.
- а также они могут начинаться от среза проймы.

На поясных изделиях, на юбках и на брюках, вытачки так же предназначены для создания прилегания в области талии. И располагаются вытачки на поясных изделиях от среза по линии талии.
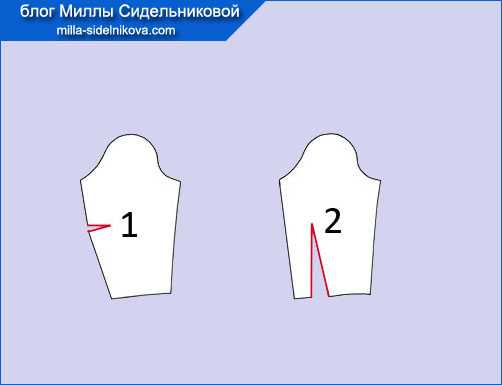
3. Ещё вытачки бывают в области локтя. Их выполняют на узких рукавах, чтобы максимально передать форму руки изделию. Вытачки в области локтя могут начинаться:
- или от локтевого среза
- или из нижнего.
Строение вытачки.
Вытачки бывают двух видов.

- Вытачки с одной вершиной. Они всегда имеют форму треугольника. Широкое основание, которого находится на срезе, на котором будет выполняться шов. А вершина этого треугольника находится в самой выпуклой точке на фигуре. Одна сторона этого треугольника, прилегающая к телу, может быть немного изогнутой, например, по форме бедра.
- Вытачки с двумя вершинами (двухконечные, фигурные). Это, как бы сложенные широкими основаниями треугольники вытачек с одной вершиной. Вытачки с двумя вершинами выполняют на цельных деталях спинки и полочки. Одна вершина двухконечной вытачки находится на уровне груди, другая на уровне бедер. Такие вытачки называют ещё приталивающими, потому что чаще всего их располагают на талии. Одна из сторон вытачки, прилегающая к телу, может быть изогнута по форме тела в области талии.
Вот этими двумя видами форм вытачек и обходятся, когда нужно выполнить:
- вытачки с одной вершиной на тонких и средних тканях;
- вытачки с одной вершиной на толстых тканях;
- разрезные вытачки;
- вытачки-рельефы;
- вытачки-складки;
- длинные и сложные по форме вытачки;
- вытачки с двумя вершинами.
По способу обработки вытачки бывают разрезными и не разрезными, выполненные с дополнительной полоской ткани или без, выполненные с отделочной строчкой или нет, разутюженные и заутюженные.
Как намечают места вытачек?
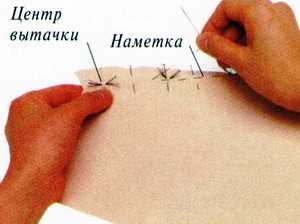
Вытачки намечают на изнаночной стороне изделия, перенося контурные линии выкройки, разными способами нанесения меток, на ткань. Намечая будущее месторасположение вытачки, помечают:
- и для вытачек с одной вершиной
- и для вытачек с двумя вершинами
- а) боковые стороны вытачки,
- б) её середину
- и в) линию, или линии, которые ограничивают длину вытачки.
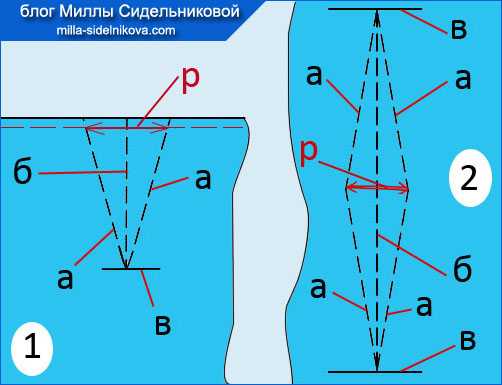
Буквой р на картинке обозначен раствор вытачки. Раствор вытачки это ширина вытачки. Это те самые сантиметры, которые вбирают в себя вытачки, для того, чтобы изделие приобрело форму человеческого тела.
Очень важно! Выкраивая деталь в местах расположения вытачек, нельзя разрезать её по линиям контура вытачки. (См. здесь).
Вытачки очень важный элемент декора изделия. И к их выполнению предъявляются очень высокие требования. Поэтому, приступая к выполнению вытачек, ознакомьтесь с этими требованиями, чтобы знать, на что нужно акцентировать ваше внимание во время работы с вытачками.
Требования к выполнению вытачек (правильные вытачки).
Как сделать строчку ровной?
- Вытачки должны быть расположены на изделии строго симметрично.
- Припуски вытачки должны плотно прилегать, не создавая излишней полноты.
- На концах вытачек не должно быть слабины (без морщинок и сборок).
- Нитки, на концах выполненных вытачек, должны быть надежно закреплены.
Как сшивать вытачки?
Неразрезная вытачка, с одной вершиной, на тонких и средних тканях.
Деталь перегибают по линии середины вытачки, лицевыми сторонами вовнутрь. Совмещают линии боковых сторон вытачки и прокладывают прямую машинную строчку. Или
- соединяют их булавками;
- или сметывают, прокладывая ручную сметочную строчку;
а потом прокладывают машинную строчку.
Как сделать так или так, зависит от свойств ткани. Если она послушна и податлива, то машинную строчку можно проложить и сразу.
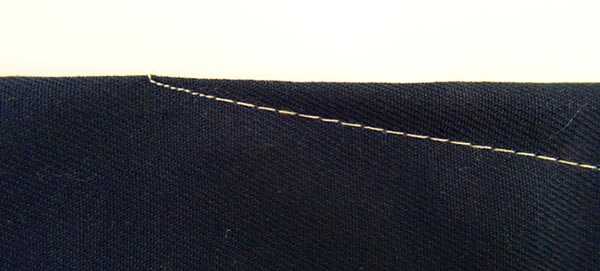
Строчку, стачивающую боковые стороны вытачки начинают с выполнения закрепки строчки на широком конце вытачки. Дальше строчку прокладывают, двигаясь от широкого конца вытачки к вершине, сходя на нет.
Последние 2 — 3 стежка делают уже прямо по сгибу ткани. После прокладывания строчки необходимо оставить достаточно длинные концы ниток и обрезать их, оставив до 10 см.
Теперь, обрезанные концы нитки нужно закрепить. Чтобы конец вытачки не был жестким, грубым и не податливым, для закрепления строчки и концов ниток лучше сделать портновский узел, или связать концы ниток простым узелком.
Булавки и ручные строчки, после прокладывания машинной нужно удалить.
Быстрый способ выполнения прямой и короткой вытачки.
Вариант № 1.
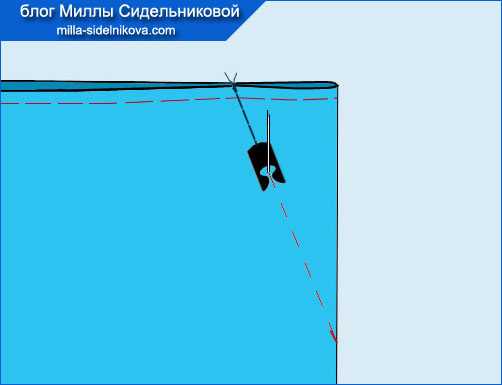
Прямую, короткую вытачку можно выполнить, особо не утруждаясь её разметкой и другими подготовительными работами. Во время перенесения контуров выкройки на ткань пометить булавками или надсечками только начало линий боковых сторон вытачки и булавкой вершину вытачки, приколов её на расстоянии 3 мм от вершины.
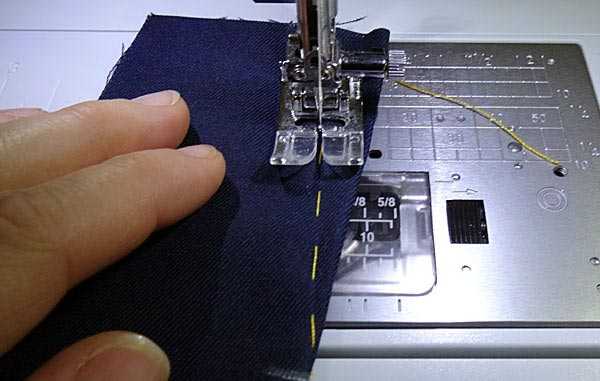
Дальше, перегнув ткань, лицевой стороной вовнутрь, соединить надсечки, обозначающие начало линий боковых сторон вытачки. Подложить деталь под лапку швейной машины, и опустив маховиком иглу, скрепить ею стороны вытачки.
А потом, потянув за оба конца ниток, верхний и нижний, заправленные в швейную машину, вытянуть их на длину в 2 -2,5 раза большую, чем длина вытачки.
Вытянутые на нужное расстояние нитки, натянуть прямой линией и закрепить, обмотавши восьмеркой за булавку. И по образовавшемуся ориентиру уже смело можно прокладывать строчку.
Вариант № 2.
Разметив, таким же образом, как и в первом варианте, вытачку, и уже подложив деталь, на которой выполняется вытачка, под иглу швейной машинки, можно вместе с деталью подложить ленту, тесьму и т.д., край которой будет служить ориентиром для прокладывания строчки. Ленту, тесьму и др., разумеется, пристрачивать не нужно.
Как утюжат припуски выполненной, неразрезной вытачки с одной вершиной на тонких и средних тканях?
В подавляющем большинстве случаев, припуски, неразрезных, выполненных с одной вершиной, на тонких и средних тканях, вытачки, сначала приутюживают,
чтобы уменьшить толщину вытачки и её припусков и, разровнять проложенную строчку. Тоесть, придать выполненной вытачке, что называется, товарный вид, а потом заутюжить в нужную сторону (см. в конце второй части статьи Вытачки (часть 2)).

Чтобы вытачка не перепечаталась на лицевую сторону изделия, при приутюживании вытачки, под припуск вытачки нужно подложить лист бумаги, тонкого картона и т.д. Очень хорошо производить влажно-тепловые работы с вытачками на портновском окороке.
Ещё, чтобы припуски вытачки в равных долях располагались по обе стороны от шва, их разутюживают так, чтобы проложенная строчка в результате оказалась в середине вытачки.

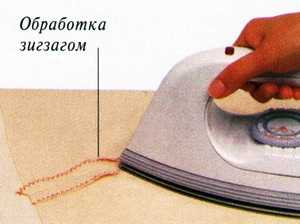
Припуски выполненной на тонких тканях вытачки, можно обработать ещё одним способом. На расстоянии 3 мм от проложенной строчки проложить ещё одну строчку, а потом, отступив от неё ещё 3 мм, припуск срезать. Край обрезанного припуска вытачки нужно обработать:
- или на оверлоке,
- или швом зиг-заг,
- или ручной краеобметочной строчкой.
Обработанные таким образом припуски вытачки можно не заутюживать ни в одну из сторон, а оставить заутюженной на ребро. И вытачка будет выглядеть как шов.
Во второй части статьи вы сможете прочитать, как сшивают, обрабатывают припуски, утюжат и т.д. вытачки на толстых тканях, разрезанные вытачки, вытачки-рельефы, вытачки-складки, вытачки с двумя вершинами.
Удачи! С уважением Милла Сидельникова!
www.milla-sidelnikova.com
Как смётывать и сшивать вытачки
12 Май 2016 Ирина Ворошилова Главная страница » Шью сама Просмотров: 43326Важность правильного сшивания вытачек
Очень часто бывает так, что уже сшитое платье (блузка) в общем, сидят неплохо, но некоторые участки возле швов пузырят, что вызывает досаду и нежелание носить вещь.

Это скрытый дефект. И появляется он от неправильного соединения деталей, вытачек, рельефов и т. д. Новички в шитье допускают эту ошибку по незнанию, а недобросовестные портнихи по лени. Особенно, если они работают с закройщиком и не отвечают за окончательный результат. Потому, что такой дефект первоначально можно легко скрыть сутюживанием.
В чем же дело?
Необходимо уметь правильно выполнять швы. Точное сметывание или стачивание деталей очень важный момент хорошо сшитого и подогнанного по фигуре изделия.
Как правильно выполнять швы?
Есть такое понятие, как равномерное соединение деталей и соединение деталей с посадкой.
Посадка, это легкий излишек одного слоя материала относительно другого слоя.
С понятием посадка многие из вас знакомы при втачивании рукавов в пройму.
Посадку относительно проймы изделия образуют со стороны оката рукава. Если будет наоборот, то это либо особенность модели, либо брак.
При шитье со знанием дела, каждый шов выполняется специальными приёмами.
Например, при втачивании воротника в горловину одни участки идут без посадки, в другом участке припосаживается воротник, а в следующем участке посадка горловины относительно воротника. И, конечно, во всем нужна мера.
Для начинающих и вероятно опытных портних это информация к размышлению.
Что будет если вытачки сшиты неправильно?
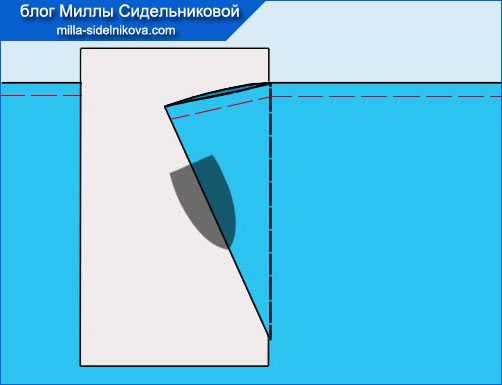
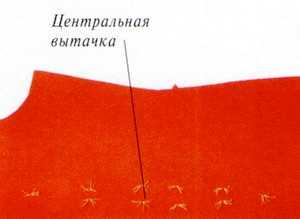
Чтобы окончательно разобраться, мы рассмотрим более простой вариант на примере нагрудной вытачки.
На этой фотографии муляж выкройки, выполненный ученицей тренинга Трикотажный бум-Мастер.
Посмотрите, как маленькая вытачка может испортить все изделие.
Когда Вы учитесь шить самостоятельно, то упускаете важные нюансы на которые вам может указать опытный наставник. Сколько изделий будет недошито или напрочь испорчено желание шить из-за маленькой вытачки или другого нюанса в шитье. Не зря есть поговорка:”Дьявол кроется в деталях”

Посадка изделия будет хорошая, если правильно сметать правую вытачку.
Мы кроим симметрично, а если посмотреть на фигуру, то она без изъянов. Почему же правая вытачка так плохо сидит?
Дело в том, что при стачивании вытачки ученица допустила ошибку новичка. Нижняя сторона вытачки припосажена относительно верхней. И эта посадка дала такой результат.
Что сделает ленивая портниха, она сутюжит (уберет) видимую посадку утюгом, потому, что ей не хочется распарывать брак, а утюжить она все равно будет. Эта свобода и складки “переплывут” вниз и никто не догадается, почему в области талии образовался пузырь.
Что нужно сделать. Необходимо распороть вытачку сколоть и стачать заново, чтобы исключить этот брак в готовом изделии.
Но мало кто из новичков отваживается шить без сметок.
Очень удобный способ сметывания вытачек
Особенно он удобен тогда, когда таких вытачек в платье много.

Этот простой метод может быть использован , при любых типах вытачек. Особенно хорошо он работает, когда по фасону двойные заостренные вытачки. Сметывание большого количества вытачек быстро утомляет, потому, что надо умудриться совместить стороны вытачек и не сделать посадку.
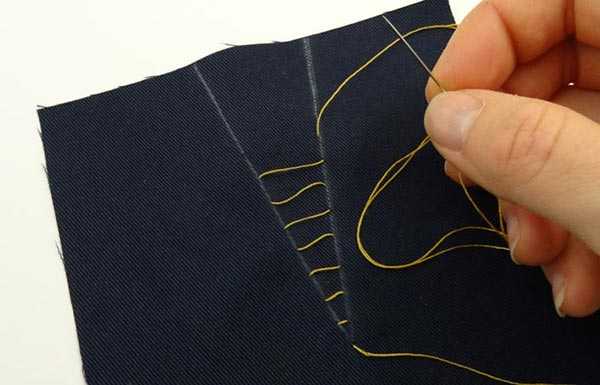
Все, что вам нужно, это игла и нить!

Как идеально совместить стороны вытачек
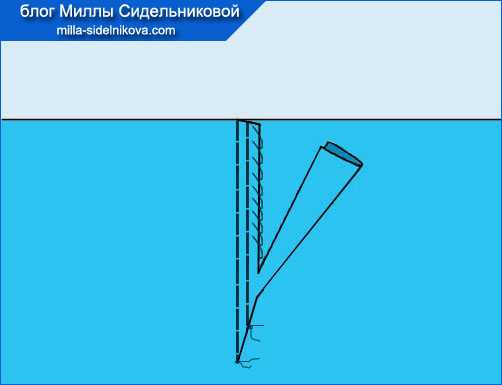
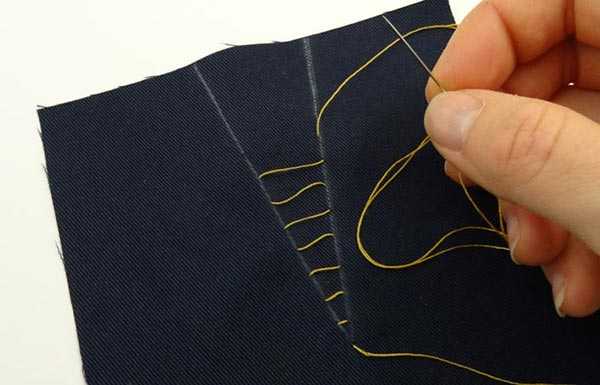
Шаг 1:

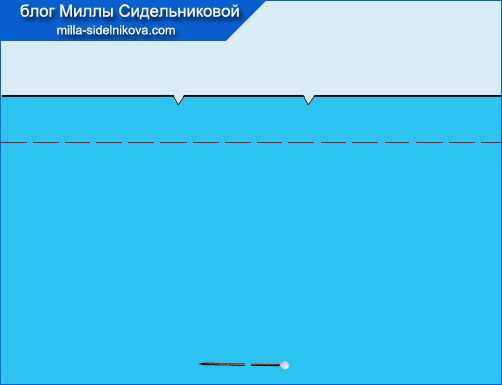
Положите начерченную вытачку перед собой, как показано на рисунке.
Шейте иглой с одинарной нитью. Завязывать узел на конце нити не нужно. Нитки для сметки используют такие же, как для шитья или тоньше.
Шаг 2:

Есть одно общее правило по стачиванию вытачек. Вытачку сметывают от узкого конца к широкому, а стачивают наоборот, от широкого конца к узкому, сходя на нет.
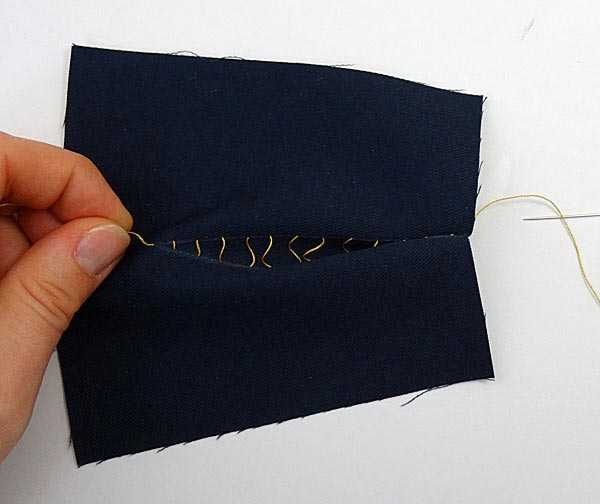
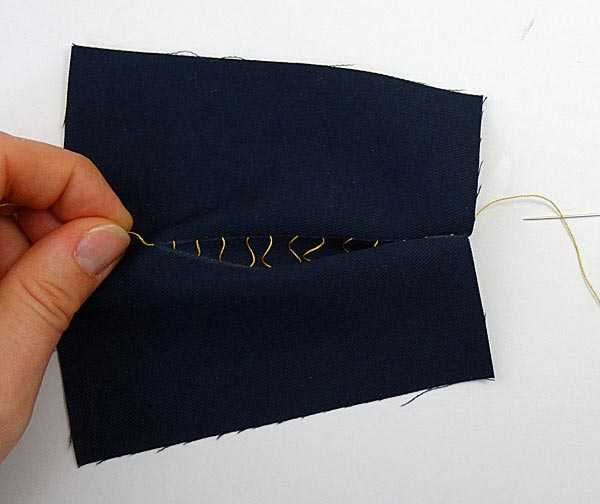
С правой стороны узкого концы вытачки, вставьте иглу в вершину вытачки и протяните нить приблизительно на 7-10 мм вверх по левой стороне вытачки, оставляя не затянутым хвостик нитки длиной 5-7 см.
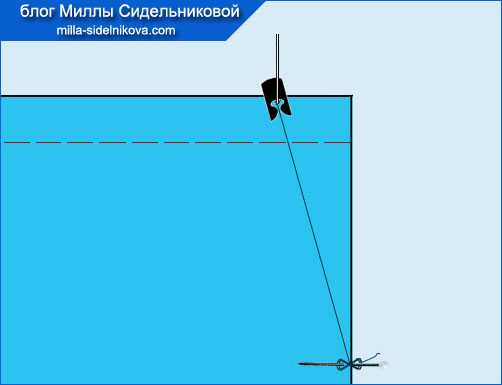
Затем перейдите на другую стороны вытачки и на уровне окончания стежка на левой стороне проложите стежок такой же длины, как и первый
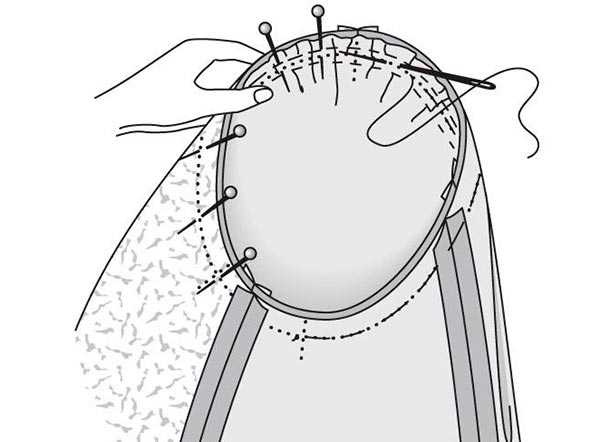
Шаг 3:
Продолжите прокладывать стежки, чередуя стороны, пока не достигнете широкого конца вытачки. Держите одну длину стежка на протяжении всего процесса сметки вытачки.
Убедитесь, что ваши стежки следуют отмеченные линиям, чем точнее вы это сделаете, тем лучше выточка будет в сшитом виде.
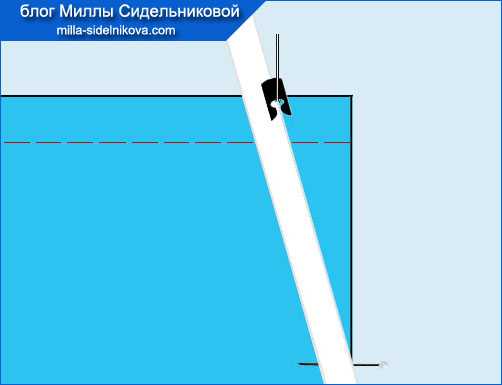
Шаг 4:

Когда вы достигнете верхней части вытачки, убедитесь, чтобы закончить сшивание близко от края детали, для получения отличного результата.
Шаг 5:
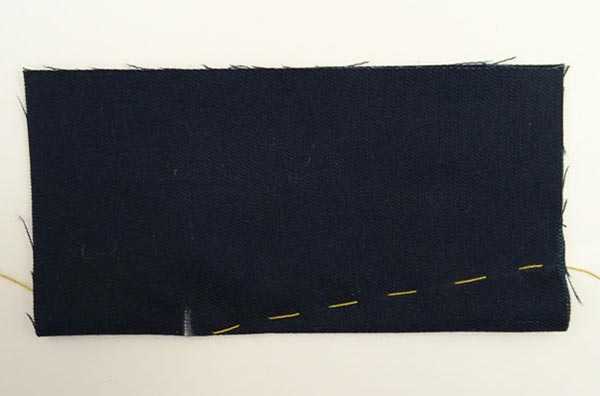
Возьмитесь за концы нитей и потяните их плотно сомкнув строны вытачки вместе. Готово. Ваша вытачка идеальна!

Шаг 6:

Отметьте мелом длину всех вытачек, так чтобы длина симметричных вытачек была одинаковой , а вы могли знать где остановить шитьё.
Шаг 8:
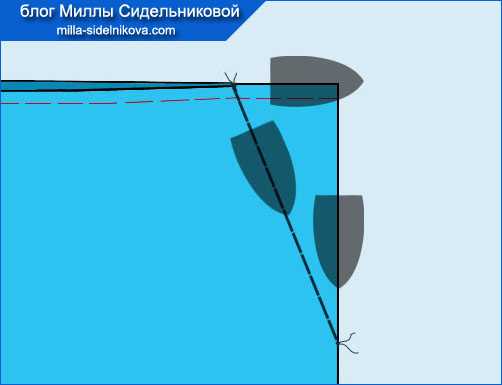
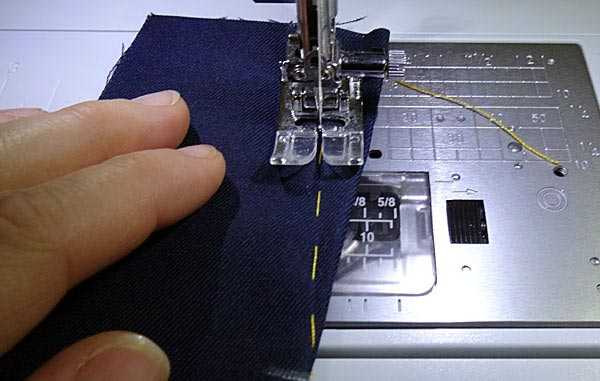
Начните стачивать вытачку от среза детали и широкого конца вытачки. Шейте на один мм внутри или снаружи от сметки, чтобы на зашить её.

К концу вытачки уменьшите длину стежка и замедлите ход машины. Удалите ткань из под лапки, оставляя нитку длиной 7-8 см.
Шаг 9:
Завяжите хвосты ниток в конце вытачки в тщательной узел. Убедитесь в том, чтобы узел не слишком плотно подходил к ткани. Это может привести к стягиванию в конце вытачки.
Спрячьте конец ниток между слоями материала
Шаг 10:

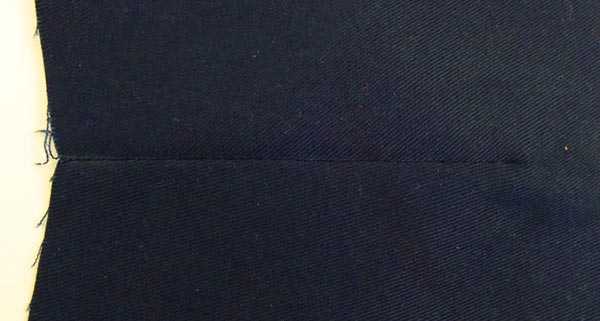
Удалите сметочную нить. Тщательно приутюжте вытачку.
СОВЕТЫ:
- Конец строчки можно не завязывать, если прошить 4-5 воздушных стежков и обрезать нить оставив хвостик один см.
- Конец строчки в х/б и толстых тканях можно закончить машинной закрепкой.
- Приходите учиться шить на тренинг Трикотажный бум
Метки: как сшить, как сшить вытачку
xn—-8sba1cxa4b2aq.xn--p1ai
Виды вытачек и как сделать вытачку

Существуют определенные приемы моделирования, при помощи оных ровная плоская деталь из ткани изменяется, повторяя форму фигуры. Разница в обхватах в разных местах фигуры создается за счет складок, сборок и вытачек. Благодаря вытачкам материал собирается так, что он плотно обтягивает фигуру. Их обычно делают на локтях, плечах, бедрах и груди. Верх вытачки направлен к месту, где фигура более выпуклая. До стачивания с другими деталями вытачки застрачивают с изнаночной стороны на деталях после того как их раскроят. Строчка должна заканчиваться в верхней точке вытачки и быть идеально ровной.
Вытачки на талии
Простые парные вытачки на уровне талии юбок, брюк и платьев служат для изменения объема в меньшую сторону в области талии и создают дополнительный объем на груди и бедрах. Обычно располагают по паре вытачек сзади и спереди.
Вытачки на груди
Парные простые вытачки создают форму, аналогичную натуральной форме груди. Начинаются от бокового шва чуть ниже подмышки и заканчиваются вершиной в самой выступающей части груди.
Французские вытачки
Фасонные парные вытачки придают изделию приталенный силуэт. Начинаются от бокового шва ниже уровня талии, проходят по длинной изогнутой линии и имеют вершину на высокой точке груди.
Локтевые вытачки
Маленькие простые складки или вытачки формируют выпуклость для сгибания локтевого сустава на рукавах пальто и пиджаков, создают возможность свободного движения руки в узких рукавах.
Вытачки в виде складок
Чаще всего их делают на уровне талии. У них большая схожесть с простыми вытачками, они застрачиваются от широкого конца до половины своей длины.
Контурные вытачки
Парные простые вытачки, имеющие две вершины. Их также называют приталивающими. Эти вытачки делают на одежде без отрезной талии для облегания материала на талии и бедрах. Одна вершина располагается на одном уровне с бедрами, другая — на одном уровне с грудью. Глубина центральной части вытачки регулирует объем талии.
Как делать простые вытачки
Не сложные вытачки с одной вершиной в форме треугольника. У них широкое основание на линии шва и вершина находится в месте самой большой выпуклости фигуры. Небольшие изменения глубины вытачки возможны, если перенести линии строчки. Если изменить размер вытачки, также изменяются размеры соответствующих деталей выкройки.
Выполнение простой вытачки
- Сколите булавками выкройку и ткань. Не забывайте соблюдать направление долевой нити. Перенесите разметку вытачки на ткань. Уберите выкройку.
- Сложите ткань лицевой стороной внутрь по центру вытачки, совмещая линии разметки. Наметайте. Перед тем как убрать наметку, проверьте, как вытачка легла по фигуре.
- Застрочите вытачку, начиная с более широкого конца и продвигаясь к вершине. Закрепите шов несколькими обратными стежками.
- С изнанки прогладьте вытачку с двух сторон. Загладьте вытачку на одну сторону сначала с изнаночной, затем с лицевой стороны. Горизонтальные вытачки заглаживают вниз, а вертикальные — к центру. У вершины разглаживайте все малейшие складки.


Как сделать вытачки на плотных тканях

Разрежьте заложенную ткань вытачки по центру, не доходя 1,5 см до вершины. Разложите ткань на 2 стороны и разгладьте. Загладьте 1,5 см от кончика вытачки поверх прострочки.
Закрепление вытачек
- На тонких и скользящих тканях после строчки вытачки оставьте длинные концы нитей и закрепите. Для этого потяните за один конец нити, чтобы получилась петля. Подцепите петлю булавкой и протяните конец другой нити на ту же сторону.
- Из двух концов нити сделайте петлю. Протяните оба конца нити сквозь петлю, чтобы получился узелок, лежащий вплотную к ткани. Сделайте так 2 раза, чтобы получился двойной узел.
- Проденьте оба конца нитей в иглу и спрячьте их между слоями заложенной ткани близко к вершине вытачки.



Как сделать французские вытачки
Французскими называют удлиненные, часто изогнутые парные вытачки, создающие определенный фасон, с приталенным силуэтом. Делают эти вытачки только спереди на цельной детали или полочке изделия. Вытачки ведут от бокового шва на уровне талии или бедер до вершины на самой выпуклой точке груди. Так как эти вытачки шире обычных, заложенную ткань нужно подрезать или прорезать до того, как строчить, иначе вытачка ровно не ляжет и линии разметки не совпадут. Иногда центральную часть вытачек полностью вырезают.
- Перенесите разметку вытачки с бумажной выкройки на ткань портняжным мелом или любым другим способом. На показанном примере центральная часть вытачки вырезана, поэтому нет линии разреза. Уберите выкройку.
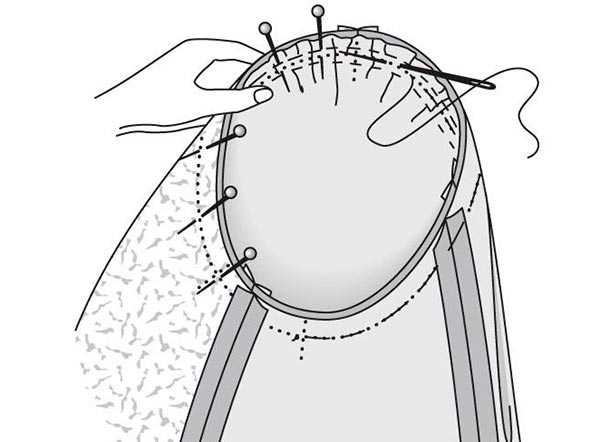
- Лицевой стороной внутрь совместите намеченные линии вытачки. Если необходимо, аккуратно припосадите или слегка растяните утюгом одну из сторон вытачки, чтобы подогнать к другой. Сколите и наметайте по линии будущей строчки. Проверьте совмещение линий и удалите наметку.
- Строчите на машинке от бокового среза до вершины вытачки. Закрепите строчку 2-3 стежками в обратном направлении.
- Выдерните силки. Затем обработайте края зигзагообразной строчкой с каждой стороны вытачки. Прогладьте вдоль шва, затем разложите ткань на 2 стороны и разгладьте снова.


Как сделать контурные вытачки
У этих вытачек с обеих сторон 2 остроугольные вершины, а самая широкая часть — это ее центр. Верхняя вершина лежит на уровне груди, а нижняя — на линии бедер. Контурными вытачками легко убрать излишнюю ширину на талии, линии боковых швов при этом не сдвигают.
- Сколите булавками выкройку и ткань, перенесите разметку вытачки силками. Снимите бумажную выкройку.
- Лицевой стороной внутрь сложите вытачку вдоль линии середины. Совместите линии разметки, проверьте симметрию вытачек, сколите и наметайте. Удалите булавки.
- Приталивающие контурные вытачки застрачивают в 2 этапа — от талии по направлению к первой и второй вершинам. Строчки на талии должны перекрываться на участке длиной 1 см.
- Для закрепления швов на вершинах вытачки сделайте несколько стежков в обратную сторону. Уберите наметку.
- Чтобы ткань на изгибе вытачки не портила посадку и не натягивалась, надсеките припуски вытачки, не доходя 3-6 мм до строчки. Надсекают на талии и на середине расстояний между вершинами и талией. С изнаночной стороны прогладьте вдоль вытачки, с лицевой стороны — загладьте ее на одну сторону.

kroykashite.ru
ПОРТНЯЖНЫЕ СЕКРЕТЫ. Как правильно сметать и стачать вытачки
Важность правильного сшивания вытачек
Очень часто бывает так, что уже сшитое платье (блузка) в общем, сидят неплохо, но некоторые участки возле швов пузырят, что вызывает досаду и нежелание носить вещь.

Это скрытый дефект. И появляется он от неправильного соединения деталей, вытачек, рельефов и т. д. Новички в шитье допускают эту ошибку по незнанию, а недобросовестные портнихи по лени. Особенно, если они работают с закройщиком и не отвечают за окончательный результат. Потому, что такой дефект первоначально можно легко скрыть сутюживанием.
В чем же дело?
Необходимо уметь правильно выполнять швы. Точное сметывание или стачивание деталей очень важный момент хорошо сшитого и подогнанного по фигуре изделия.
Как правильно выполнять швы?
Есть такое понятие, как равномерное соединение деталей и соединение деталей с посадкой.
Посадка, это легкий излишек одного слоя материала относительно другого слоя.
С понятием посадка многие из вас знакомы при втачивании рукавов в пройму.
Посадку относительно проймы изделия образуют со стороны оката рукава. Если будет наоборот, то это либо особенность модели, либо брак.
При шитье со знанием дела, каждый шов выполняется специальными приёмами.
Например, при втачивании воротника в горловину одни участки идут без посадки, в другом участке припосаживается воротник, а в следующем участке посадка горловины относительно воротника. И, конечно, во всем нужна мера.
Для начинающих и вероятно опытных портних это информация к размышлению.
Что будет если вытачки сшиты неправильно?
Чтобы окончательно разобраться, мы рассмотрим более простой вариант на примере нагрудной вытачки.
Посмотрите, как маленькая вытачка может испортить все изделие.
Когда Вы учитесь шить самостоятельно, то упускаете важные нюансы на которые вам может указать опытный наставник. Сколько изделий будет недошито или напрочь испорчено желание шить из-за маленькой вытачки или другого нюанса в шитье. Не зря есть поговорка:”Дьявол кроется в деталях”

Посадка изделия будет хорошая, если правильно сметать правую вытачку.
Мы кроим симметрично, а если посмотреть на фигуру, то она без изъянов. Почему же правая вытачка так плохо сидит?
Дело в том, что при стачивании вытачки ученица допустила ошибку новичка. Нижняя сторона вытачки припосажена относительно верхней. И эта посадка дала такой результат.
Что сделает ленивая портниха, она сутюжит (уберет) видимую посадку утюгом, потому, что ей не хочется распарывать брак, а утюжить она все равно будет. Эта свобода и складки “переплывут” вниз и никто не догадается, почему в области талии образовался пузырь.
Что нужно сделать. Необходимо распороть вытачку сколоть и стачать заново, чтобы исключить этот брак в готовом изделии.
Но мало кто из новичков отваживается шить без сметок.
Очень удобный способ сметывания вытачек
Особенно он удобен тогда, когда таких вытачек в платье много.

Этот простой метод может быть использован , при любых типах вытачек. Особенно хорошо он работает, когда по фасону двойные заостренные вытачки. Сметывание большого количества вытачек быстро утомляет, потому, что надо умудриться совместить стороны вытачек и не сделать посадку.
Все, что вам нужно, это игла и нить!

Как идеально совместить стороны вытачек
Шаг 1:

Положите начерченную вытачку перед собой, как показано на рисунке.
Шейте иглой с одинарной нитью. Завязывать узел на конце нити не нужно. Нитки для сметки используют такие же, как для шитья или тоньше.
Шаг 2:

Есть одно общее правило по стачиванию вытачек. Вытачку сметывают от узкого конца к широкому, а стачивают наоборот, от широкого конца к узкому, сходя на нет.
С правой стороны узкого концы вытачки, вставьте иглу в вершину вытачки и протяните нить приблизительно на 7-10 мм вверх по левой стороне вытачки, оставляя не затянутым хвостик нитки длиной 5-7 см.
Затем перейдите на другую стороны вытачки и на уровне окончания стежка на левой стороне проложите стежок такой же длины, как и первый
Шаг 3:
Продолжите прокладывать стежки, чередуя стороны, пока не достигнете широкого конца вытачки. Держите одну длину стежка на протяжении всего процесса сметки вытачки.
Убедитесь, что ваши стежки следуют отмеченные линиям, чем точнее вы это сделаете, тем лучше выточка будет в сшитом виде.
Шаг 4:

Когда вы достигнете верхней части вытачки, убедитесь, чтобы закончить сшивание близко от края детали, для получения отличного результата.
Шаг 5:
Возьмитесь за концы нитей и потяните их плотно сомкнув строны вытачки вместе. Готово. Ваша вытачка идеальна!

Шаг 6:
Отметьте мелом длину всех вытачек, так чтобы длина симметричных вытачек была одинаковой , а вы могли знать где остановить шитьё.
Шаг 8:
Начните стачивать вытачку от среза детали и широкого конца вытачки. Шейте на один мм внутри или снаружи от сметки, чтобы на зашить её.

К концу вытачки уменьшите длину стежка и замедлите ход машины. Удалите ткань из под лапки, оставляя нитку длиной 7-8 см.
Шаг 9:

Завяжите хвосты ниток в конце вытачки в тщательной узел. Убедитесь в том, чтобы узел не слишком плотно подходил к ткани. Это может привести к стягиванию в конце вытачки.
Спрячьте конец ниток между слоями материала
Шаг 10:
Удалите сметочную нить. Тщательно приутюжте вытачку.
СОВЕТЫ:
- Конец строчки можно не завязывать, если прошить 4-5 воздушных стежков и обрезать нить оставив хвостик один см.
- Конец строчки в х/б и толстых тканях можно закончить машинной закрепкой.
Источник
Сохранить
doma-luchhe.mediasole.ru
Основные работы, выполняемые на токарном станке – Кустарь
Элементы и режимы резания
Прежде чем говорить о способах обработки, познакомимся вкратце с элементами и режимом резания.
Здесь нам встретятся новые понятия: глубина резания, подача, скорость резания.
Все они связаны между собой, и величина их зависит от различных причин.
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Подача —это движение резца вдоль обрабатываемой поверхности. Численно она выражается в миллиметрах, обозначается буквой S и указывает на величину смещения резца за один оборот детали. В зависимости от прочности обрабатываемого материала, жесткости узлов станка и резца, величина подачи может меняться от 0,1—0,15 мм/об до 2—3 мм/об при скоростных режимах резания. Чем тверже металл, тем меньше должна быть подача.
Скорость резания зависит от числа оборотов шпинделя и диаметра детали и подсчитывается по формуле.
Выбирая ту или иную скорость резания, нужно учитывать твердость обрабатываемого материала и стойкость резца, которая измеряется временем непрерывной работы его до затупления в минутах. Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Наибольшую стойкость имеют резцы с пластинками из твердых сплавов, наименьшую — резцы из углеродистой стали.
Вот, например, какие скорости резания можно рекомендовать при точении различных материалов резцом из быстрорежущей стали. Стойкость его без охлаждения равна 60 минутам.
Примерные данные о скорости резания металлов:
Материал | Скорость резания |
Серый чугун | 25 |
Твердая сталь | 25 |
Мягкая сталь | 50 |
Бронза | 75 |
Латунь | 100 |
Алюминий | 250 |
Обтачивание гладких цилиндрических поверхностей
Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла. На рисунке изображен прямой резец для черновой обработки:
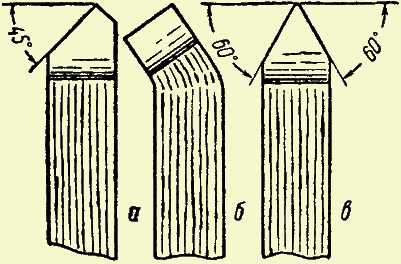
Черновые резцы: а — прямой; б — отогнутый; в — конструкции Чекалина.
Отогнутый резец удобен при протачивании поверхности детали около кулачков патрона и для подрезания торцов. Обычно резцы имеют рабочий ход только в одну сторону, чаще всего справа налево. Двухсторонний проходной резец конструкции токаря-новатора Н. Чекалина позволяет ликвидировать обратный холостой ход резца, сокращая время обработки.
После обточки черновым резцом на поверхности детали остаются крупные риски и качество обработанной поверхности поэтому невысоко. Для окончательной обработки служат чистовые резцы:
Чистовые резцы: а — нормальный; б — с широкой режущей кромкой; в — отогнутый, конструкции А. В. Колесова.
Нормальный тип чистового резца применяется при точении с небольшой глубиной резания и малой подачей. Чистовой резец с широкой режущей кромкой позволяет работать на больших подачах и дает чистую и гладкую поверхность.
Подрезание торцов и уступов
Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами. Такой резец изображен на следующем рисунке:

Подрезание в центрах: а — подрезной резец; б — подрезание торца с полуцентром.
Его лучше употреблять при точении детали в центрах. Для того, чтобы торец можно было обрабатывать целиком, в заднюю бабку вставляется так называемый полуцентр.
Если деталь закреплена только одним своим концом — при обработке в патроне, — то для проточки торца может быть использован и проходной отогнутый резец. Для этой же цели и для проточки уступов используются и специальные подрезные упорные резцы, которые работают с поперечной и с продольной подачей.
Подрезание торцов: а — подрезание проходным отогнутым резцом, б — подрезной упорный резец и его работа.
При подрезании торцов и уступов юный мастер должен следить за тем, чтобы вершина резца была всегда установлена строго на уровне центров. Резец, установленный выше или ниже уровня центров, оставит на середине сплошного торца неподрезанный выступ.
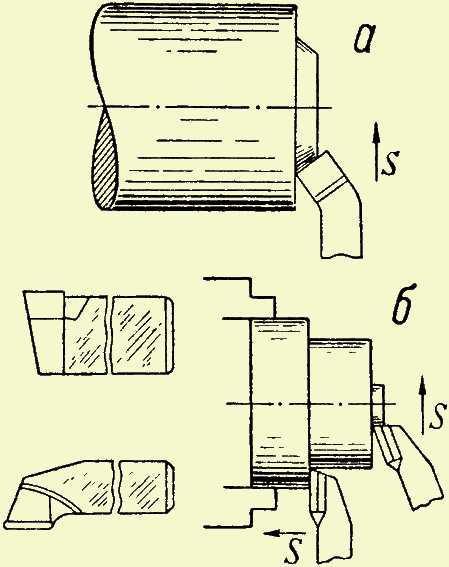
Вытачивание канавок
Для вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.

Прорезной и отрезной резцы
По этой же причине головка имеет небольшой передний угол.
Отрезные резцы очень похожи на прорезные, но имеют более длинную головку. Более узкая головка делается с целью сократить расход материала при отрезании.
Длина головки должна подбираться по размерам детали и быть несколько больше половины ее диаметра.
При установке прорезных и отрезных резцов нужно тоже быть очень внимательным и точным. Небрежная установка резца, например небольшой его перекос, вызовет трение резца о стенки канавки, брак в работе, поломку инструмента.
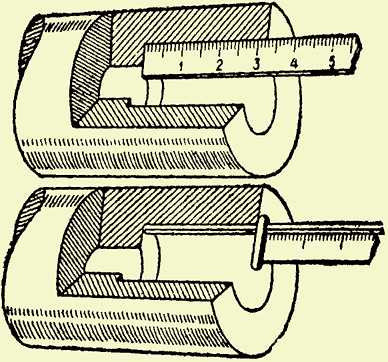
Вытачивание узких канавок производится за один проход резца, который подбирается по ширине будущей канавки. Широкие канавки вытачивают в несколько проходов.
Последовательность операций при протачивании широкой канавки
Порядок работы таков: по линейке или другим мерительным инструментам намечают границу правой стенки канавки. Установив резец, протачивают узкую канавку, не доводя резец на 0,5 мм до нужной глубины — остаток для чистового прохода. Затем сдвигают резец вправо на ширину его режущей кромки и делают новую проточку. Выбрав таким образом канавку намеченной ширины, делают окончательный, чистовой проход резца, двигая его вдоль детали.
Установленную в центрах заготовку не следует разрезать до конца: обломившаяся часть может повредить инструмент. Короткую деталь, зажатую в патроне, можно отрезать начисто, пользуясь специальным отрезным резцом со скошенной кромкой.
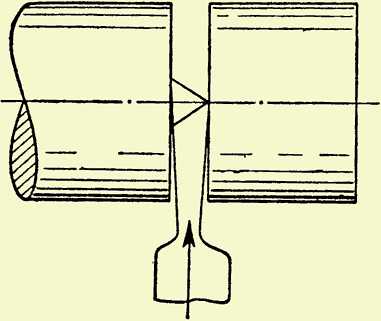
Прорезание детали до центра отрезным резцом со скошенной кромкой
Величина подачи и скорость резания при вытачивании канавок и отрезании должны быть меньше, чем при обработке цилиндров, потому что жесткость проходных и отрезных резцов не велика.
Вытачивание конусов
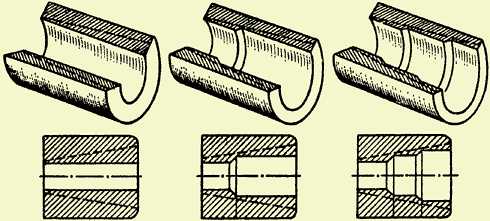
В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ— точение небольших конусов (не более 20 мм) специальным широким резцом.

Вытачивание конуса широким резцом
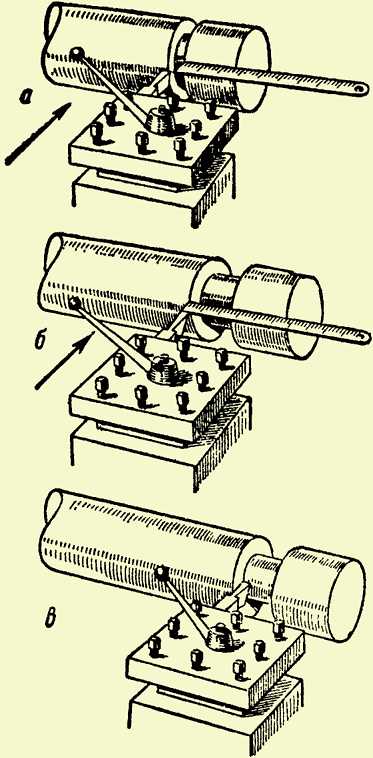
При изготовлении наружного или внутреннего конуса на детали, закрепленной в патроне, пользуются другим приемом. Повернув верхнюю часть суппорта на угол, равный половине угла конуса при его вершине, протачивают деталь, двигая резец с помощью верхних салазок суппорта. Так точат относительно короткие конусы.
Для изготовления длинных и пологих конусов нужно сместить задний центр, передвинуть на определенное расстояние к себе или от себя заднюю бабку.

Обтачивание конической поверхности при поперечном смещении заднего центра
Если деталь закреплена в центрах таким образом, что широкая часть конуса будет у передней бабки, то заднюю бабку следует сместить к себе, и наоборот, при перемещении задней бабки от работающего широкая часть конуса будет находиться слева — у задней бабки.
Этот способ точения конусов имеет серьезный недостаток: вследствие смещения детали происходит быстрый и неравномерный износ центров и центровых отверстий.
Проверка выточки шаблоном
Обработка внутренних поверхностей
Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки. На производстве встречаются заготовки с отверстиями, сделанными при отливке, ковке или штамповке. У юного металлиста готовые отверстия будут встречаться главным образом в отливках. Обработку отверстий в сплошных заготовках, не имеющих подготовленных отверстий, всегда придется начинать со сверления.
Сверление и рассверливание
Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами.
Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Угол при вершине сверла обычно имеет 116—118°, однако он может быть, в зависимости от твердости материала, от 90 до 140°— чем тверже металл, тем больше угол. Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.

Перовое сверло
Спиральные сверла — основной инструмент для сверления. Точность обработки этими сверлами достаточно высока. Спиральное сверло состоит из рабочей и части конического или цилиндрического хвостовика, которым сверло крепится в пиноли задней бабки или в патроне.
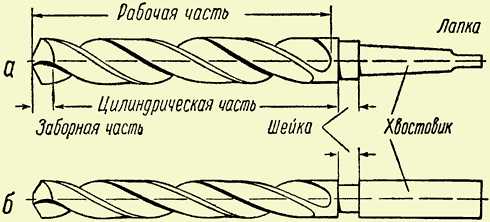
Спиральные сверла: а — с коническим хвостовиком; б — с цилиндрическим хвостовиком
Рабочая часть сверла — цилиндр с двумя винтовыми канавками, образующими режущие кромки сверла. По этим же канавкам выводится наружу стружка.
Головка сверла имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой. Идущие вдоль винтовых канавок фаски направляют и центрируют сверло. Величина угла при вершине спирального сверла одинакова с перовым и может изменяться в тех же пределах. Изготовляются сверла из легированной или быстрорежущей стали. Иногда сверла из легированной стали оснащаются пластинками твердого сплава.
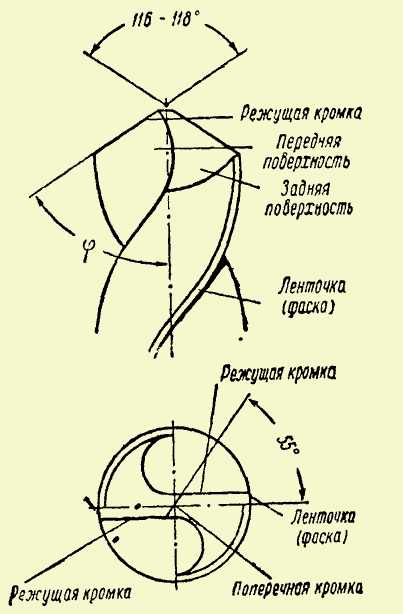
Передняя часть спирального сверла
Закрепление сверла производится двумя способами, в зависимости от формы хвостовика. Сверла с цилиндрическим хвостовиком закрепляются в пиноли задней бабки при помощи специального патрона, сверла с коническим хвостовиком вставляются прямо в отверстие пиноли.
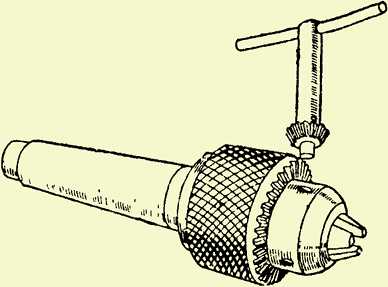
Патрон для закрепления сверл с цилиндрическим хвостовиком
Может случиться, что конический хвостовик мал по своим размерам, не подходит к отверстию. Тогда придется воспользоваться переходной втулкой, которая вместе со сверлом вставляется в пиноль.
Переходная втулка к сверлам с коническими хвостовиками: 1 — хвостовик сверла; 2 — втулка.
Чтобы вытолкнуть сверло из пиноли, нужно вращением маховичка затянуть ее в корпус задней бабки. Винт упрется в хвостовик сверла и вытолкнет его. С помощью специальной державки можно закрепить сверло и в резцодержателе.
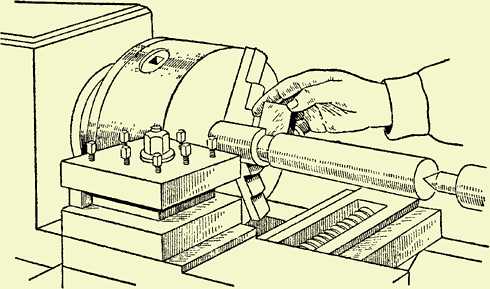
При сверлении нужно внимательно следить за тем, чтобы сверло не уводило в сторону, иначе отверстие будет неправильным, а инструмент может сломаться. Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Высверливая глубокие отверстия, нужно время от времени выводить сверло из отверстия и убирать из канавки стружку.
Глубина отверстия не должна превышать длины рабочей части сверла, в противном случае стружка не будет выводиться из отверстия и сверло сломается. При сверлении глухих отверстий на заданную глубину можно проверять глубину сверления по делениям на пиноли. Если их нет, то отметку ставят мелом на самом сверле. Когда при сверлении слышится характерный визг, это значит, что либо сверло имеет перекос, либо оно затупилось. Сверление нужно немедленно прекратить, убрав сверло из отверстия. После этого можно остановить станок, выяснить и устранить причину визга.
Рассверливание — это то же сверление, но сверлом большего диаметра по уже имеющемуся отверстию. Поэтому все правила сверления относятся и к рассверливанию.
Другие методы обработки внутренних поверхностей
В практике юного токаря может встретиться и такой случай, когда диаметр нужного отверстия гораздо больше диаметра самого большого сверла в его наборе, когда в отверстии нужно выточить канавку или сделать его конусным. Для каждого из этих случаев существует свой метод обработки.
Растачивание отверстий ведется специальными расточными резцами — черновыми и чистовыми, в зависимости от нужной чистоты и точности обработки. Черновые резцы для проточки глухих отверстий отличаются от черновых резцов для точения сквозных отверстий. Чистовую обработку сквозных и глухих отверстий проводят одним и тем же чистовым резцом.

Расточные резцы: а — черновой для сквозных отверстий; б — черновой для глухих отверстий; в — чистовой
Растачивание имеет свои трудности по сравнению с наружным точением. Расточные резцы обладают малой жесткостью, их приходится значительно выдвигать из резцодержателя. Поэтому резец .может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10—20%.
Особую трудность представляет обработка тонкостенных деталей. Зажимая такую деталь в патроне, ее легко деформировать, и резец выберет на вдавленных частях более толстую стружку. Отверстие не будет строго цилиндрическим.
Измерение глубины расточенного отверстия
Для правильной обработки при растачивании резец устанавливается на уровне центров. Затем нужно расточить отверстие на 2—3 мм в длину и замерить диаметр.
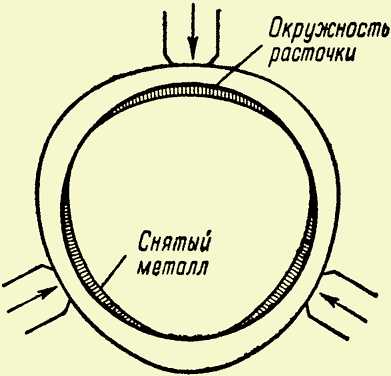
Неправильное растачивание детали, сильно зажатой в патроне
Если размер верен, можно растачивать отверстие на всю длину. При растачивании глухих отверстий или отверстий с уступами, так же как и при сверлении, на резце делают мелом отметку, указывающую глубину растачивания.

Подрезание внутреннего торца

Вытачивание внутренней канавки
Подрезание внутренних торцов производится подрезными резцами, а вытачивание внутренних канавок — специальными прорезными канавочными резцами, у которых ширина режущей кромки в точности соответствует ширине канавки. Резец устанавливается на соответствующую глубину по меловой риске на теле резца.
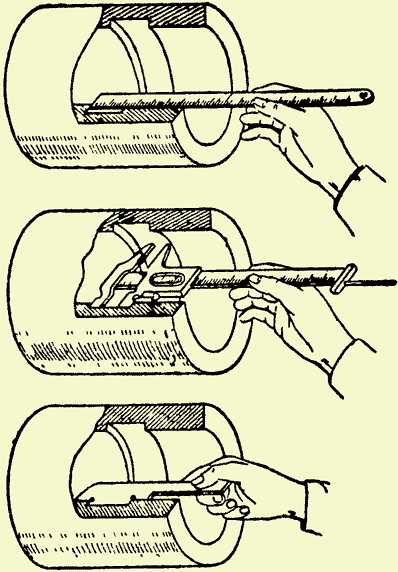
Измерение внутренней канавки: линейкой, штангенциркулем и шаблоном
Кроме расточных резцов, для растачивания цилиндрических отверстий употребляются зенкеры. Они похожи на спиральные сверла, но имеют три или четыре режущие кромки и не годятся для получения отверстий в сплошном материале.
Спиральные хвостовые зенкеры: а — из быстрорежущей стали; б — с пластинками из твердого сплава
Очень чистые и точные цилиндрические отверстия делают развертками. Оба эти инструмента применяют не для расширения отверстия, а для подгонки под точный размер и форму.

Развертки: а — хвостовая; б — назадная
Изготовление конических отверстий
Вытачивание внутренних конусов, пожалуй, наиболее трудное дело. Обработка ведется несколькими способами. Часто конические отверстия делают растачиванием резцом с поворотом верхней части суппорта.
Высверливание ступенчатого отверстия под конус
В сплошном материале предварительно нужно высверлить отверстие. Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5—2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.

Изготовление конического отверстия набором разверток
Последняя из основных операций, производимых на токарном станке, — нарезание резьбы.
Механическое изготовление резьбы возможно только на специальных винторезных станках. На простых станках эта операция производится вручную. Приемы ручного изготовления наружной и внутренней резьбы изложены выше.
Измерительный инструмент
В токарных работах используется тот же инструмент, что и при слесарной обработке: стальная линейка, кронциркуль, штангенциркуль и другие. О них уже было сказано раньше. Новыми здесь могут быть различные шаблоны, которые юный мастер будет изготовлять сам. Они особенно удобны при изготовлении нескольких одинаковых деталей.
Помните, что все измерения можно производить только после полной остановки станка. Будьте осторожны! Не производите замеров вращающейся детали!
Меры предосторожности
При работе на токарном станке нужно руководствоваться следующими правилами:
1) начинать работать на станке можно только после детального ознакомления со станком и методами обработки;
2) не работать на неисправном станке или негодным (тупым) инструментом;
3) прочно закреплять деталь и следить за исправностью ограждающих устройств;
4) не работать в свободной одежде: рукава завязывать у кисти, длинные волосы прятать под головной убор;
5) своевременно убирать стружку и следить за порядком на рабочем месте;
6) не останавливать руками вращающийся патрон;
7) в случае неисправности немедленно выключить станок.
Применение защитного щитка при точении
Уход за станком
Чем тщательнее уход за станком, тем лучше и дольше он будет работать. Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Основное — это смазка всех трущихся частей. Перед началом работы необходимо осмотреть станок и проверить, достаточно ли смазки. Наиболее внимательно нужно следить за смазкой подшипников, заполняя масленки и смазочные отверстия машинным маслом. Станок в это время, во избежание несчастного случая, должен быть остановлен.
После работы нужно вычистить станок, убрать стружку, протереть направляющие станины и суппорта, и смазать их тонким слоем масла.
Абсолютно чистыми должны быть и конические отверстия шпинделя и пиноли задней бабки. Точность работы станка будет зависеть от их хорошего состояния.
До начала работы нужно также проверить состояние приводного ремня. Его нужно оберегать от масляных брызг и капель, так как замасленный ремень проскальзывает и быстро срабатывается. Натяжение ремня должно быть не слишком сильным, но и не слишком слабым: слабо натянутый ремень проскальзывает, а при сильном его натяжении сильно греются и быстро изнашиваются подшипники. Ограждение приводного ремня тоже должно быть в порядке.
Автор: П.В. Леонтьев
Читайте еще:
www.sdelaysam.info
Добавить комментарий