Восстановление деталей наплавкой – Восстановление деталей наплавкой – как происходит? + Видео
Восстановление деталей сваркой и наплавкой
Строительные машины и оборудование, справочник
Восстановление деталей сваркой и наплавкойКатегория:
Ремонт большегрузных авто
Восстановление деталей сваркой и наплавкой
Сваркой и наплавкой восстанавливают более половины всех ремонтируемых деталей автомобилей. При помощи сварки завариваются также трещины и изломы на раме и платформе, ставятся заплаты, различные накладки и усилительные косынки, восстанавливаются картеры агрегатов. Поврежденная или изношенная резьба на поворотных цапфах и других деталях восстанавливается заваркой с последующим нарезанием новой резьбы. Таким же способом восстанавливают внутренние резьбы. Восстановление деталей наплавкой заключается в том, что изношенные рабочие поверхности наплавляют так, чтобы их можно было обработать под номинальные или ремонтные размеры. При ремонте автомобилей. применяются автоматическая и полуавтоматическая наплавка и сварка под слоем флюса или в среде углекислого газа.
При автоматической наплавке зажигание дуги, подача электродной проволоки и перемещение дуги вдоль шва ‘механизированы. При более простой — полуавтоматической наплавке или сварке дуга вдоль шва перемещается вручную.Полуавтоматическую сварку или наплавку целесообразно применять при коротких сварочных швах и наплавках, когда автоматическая сварка нерациональна.
Преимуществами автоматической и полуавтоматической сварки и наплавки по сравнению с ручной являются более высокая производительность и лучшее качество. Повышение качества наплавленного слоя или сварного шва под слоем флюса достигается тем, что расплавленный флюс предохраняет свариваемый или наплавляемый металл от воздействия кислорода и азота окружающего воздуха. Наплавкой под слоем флюса ремонтируют распределительные и шлицевые валы, ободы колес автомобилей БелАЗ, головку сошки рулевого управления и другие детали. Для круговой и продольной наплавки изношенных деталей применяют специальные установки.
Наплавку цилиндрических поверхностей деталей осуществляют на-токарных станках. Деталь устанавливают в центрах, а сварочную головку — на суппорте токарного станка. Для сообщения необходимой скорости вращения на станке устанавливается понижающий редуктор. Электродная проволока диаметром 1—2 мм подается из наплавочной головки роликами через токопроводящий мундштук в зону сварочной дуги. Одновременно в зону сварки из бункера через шланг и мундштук самотеком поступает сухой флюс. От пламени электрической дуги вместе с электродной проволокой и металлом восстанавливаемого вала плавится и флюс, образуя над поверхностью шва защитную шлаковую корку.
Наряду со сваркой и наплавкой под слоем флюса при ремонте автомобилей применяется злектродуговая полуавтоматическая сварка и наплавка в среде углекислого газа. При этом способеэлектрическая дуга и расплавленная ванночка металла изолированы от воздуха потоком углекислого газа. Электродная проволока подается в зону сварки или наплавки через специальную горелку, к которой подводятся сварочный ток и углекислый газ. Последний поступает в горелку из баллонов, оттесняет воздух и таким образом предохраняет расплавленный металл от воздействия воздуха. Сварка в среде углекислого газа применяется для сварки тонкого листового металла и наплавки деталей из углеродистых и малолегированных сталей малого диаметра. Таким методом производится восстановление крестовин, шкворней подвески, пальцев, фланцев карданных валов, крышек цилиндров подвески, головок реактивных штанг, фланцев и шестерен главной передачи и других деталей.
Для восстановления деталей малого диаметра при незначительном износе может применяться автоматическая вибродуговая (электроимпульсна) наплавка. Этим методом целесообразно наплавлять слой металла толщиной 0,9—1,5 мм. Наплавочную головку закрепляют на суппорте токарного станка, а ремонтируемую деталь — в центрах. Электродная проволока, подаваемая роликами из кассеты через вибрирующий мундштук к вращающейся детали, постоянно вибрирует и, соприкасаясь с деталью под действием электрических разрядов от источника тока, оплавляется. Для охлаждения детали насосом к месту контакта непрерывно подается жидкость. Вибрация мундштука достигается при помощи электромагнитного вибратора. При толщине слоя наплавки 0,5—0,7 мм этот способ является более .производительным, чем другие способы наплавки. Его применяют для восстановления стальных деталей с малыми износами.
Технологический процесс восстановления деталей сваркой и наплавкой состоит из трех этапов: подготовки к сварке (наплавке), сварки (наплавки) и термообработки для снятия внутренних напряжений и улучшения свойств детали.
Подготовка к сварке (наплавке) состоит в разделке кромок свариваемых деталей и тщательной очистке свариваемых поверхностей от грязи, масел, ржавчины, окалины. Разделку кромок производят механическими способами или при помощи кислородной резки металла. В последнем случае требуется тщательная зачистка кромок от окалины на всю длину.
При подготовке деталей цилиндрической формы (пальцы, оси, валы) к наплавке, при наличии на их поверхностях задиров, мелких поверхностных трещин, эксцентрического износа, расслоений (если износ не превышает 1 мм) производится токарная обработка. Толщина снимаемого при этом слоя 1,5—2 мм.
При подготовке к восстановлению изношенных или поврежденных резьбовых поверхностей их первоначально освобождают (путем токарной обработки) от старой резьбы, которая препятствует хорошему сцеплению металла. После этого поверхность, подлежащую наплавке, обжигают газовой горелкой для удаления следов масла. Отверстия, пазы, канавки, которые при наплавке необходимо сохранить,- заделывают медными, графитовыми или угольными вставками.
Детали, которые должны после наплавки проходить механическую обработку, после наплавки подвергают отжигу в горне или печи.
Для предохранения деталей от нагрева и коробления наплавку ведут с погружением шестерни в воду, оставляя на поверхности только наплавляемый участок.
Сварку деталей из серого чугуна ведут с общим нагревом до температуры 600-650 °С. При снижении температуры ниже 350 °С сварка прекращается и деталь подвергается повторному нагреву. Разделка кромок при этом производится выжиганием металла газовой горелкой.
Детали из алюминиевых сплавов сваривают и наплавляют в несколько проходов. Для их сварки и наплавки применяют алюминиевые электроды или сварочную проволоку из алюминиевых сплавов. Сварку ведут с общим или местным подогревом (до 250— 300 °С) детали.
Реклама:
Читать далее: Восстановление деталей гальваническим покрытием
Категория: – Ремонт большегрузных авто
Главная → Справочник → Статьи → Форум
Восстановление деталей сваркой и наплавкой
Сварка и наплавка
Сварка и наплавка являются наиболее распространенными технологическими способам применяемыми в ремонтном производстве при восстановлении деталей. Так, детали автомобиля такие как, рама, элементы коробки передач, рулевого управления, передних и задних мостов, кузова, кабины и др., как правило, восстанавливаются сваркой электрической дугой. Ее применяют при устранении трещин, сколов, изломов, пробоин и т.д. Для получения высокого качества ремонтируемых деталей необходимо знать важное свойство материалов, из которых они изготовлены, – свариваемость. Свариваемость – это совокупность технологических характеристик, которые позволяют обеспечить надежное, равнопрочное с основным металлом сварное соединение, без трещин в металле шва и околошевной зоны. Свариваемость зависит от физико-химических свойств свариваемых металлов, способа и режима сварки, составов присадочного материала, флюса, покрытия электрода, защитного газа и др. Лучшей свариваемостью обладают малоуглеродистые стали, а сварка чугуна и алюминиевых сплавов требуют применения особых технологических приемов. При сварке соединяемые металлы и присадочный материал должны быть либо идентичны по химическому составу, либо должны обладать одинаковой основой и обеспечивать полную металлургическую совместимость.
При устранении трещин деталей применяется сварка электродуговая, порошковой проволокой, под флюсом и в углекислом газе. Перед заваркой с целью исключения развития трещины ее концы просверливают сверлом диаметром 3…4 мм. Кромки трещины разделывают под углом 120…140º, получая, таким образом, V-образную сквозную канавку шириной более 3 мм. Зазор между завариваемыми кромками по дну канавки должен быть около 1 мм. Это делается для того, чтобы сварной шов наиболее полно связывал разделенные трещиной части детали (рис.60). Кроме того, целесообразность такой операции объясняется тем, что при попытке заварить глухую трещину она «газит», т.е. выходящие из глубины трещины газы разрывают расплавленный металл сварочного шва. Заварку трещин и других подобных дефектов рекомендуется производить в полувертикальном положении, ведя процесс снизу вверх в направлении выхода дефекта, заполняя при этом все сечение разделки. Качество сварочного шва зависит не только от способа сварки, но и от химического состава основного металла. Для чугуна, например, оно зависит от концентрации углерода и кремния, оказывающих влияние на графитизацию и, следовательно, препятствующих отбеливанию чугуна. Отбеливание чугуна происходит при быстром охлаждении наплавленного металла и выгорании кремния. В таких условиях углерод не успевает выделиться в виде графита и остается в химически связанном состоянии в виде цементита. Сварочный шов получается очень твердым и хрупким с большими остаточными напряжениями, которые могут привести к трещинам, как самого шва, так и околошевной зоны. С тем, чтобы уменьшить уровень остаточных напряжений сварку трещины производят по схеме. Для этого место сварки разбивают на участки и сваривают их в определенной последовательности, обеспечивающей образование минимальных остаточных напряжений. В большинстве случаев для корпусных, чугунных деталей сварку применяют только с целью обеспечения герметичности. Более того, если трещины проходят через зоны детали, которые подвержены воздействию внешних нагрузок, то такие детали не восстанавливаются.
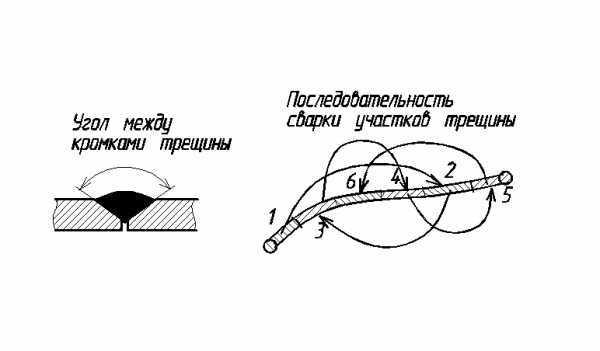
Рис. 60. Схема заварки трещины в корпусной детали
При газовой заварке трещины в качестве присадочного материала могут использоваться специальные чугунные прутки. Перед заваркой корпусная деталь должна быть нагрета до температуры 600..650 º С, а при заварке трещины накрыта специальных защитным кожухом, оставляющим только небольшое окно для доступа к месту сварки. Это позволяет предотвратить образование трещин и появление закалочных структур в околошовной зоне. Такая горячая сварка чугуна может обеспечить прочность шва, равноценную прочности основного металла, но достигается это применением трудоемкого,
процесса и обычно используется только в специализированных ремонтных предприятиях.
Электродуговая сварка чугуна производится специальными электродами, содержащими медь или никель, на постоянном токе обратной полярности (плюс на электроде минус на детали). Заварку трещины проводят короткими участками, которые сразу же проковывают молотком для снятия остаточных напряжений. Глубокие трещины могут быть заварены тонкими стальными электродами или специальной проволокой ПАНЧ-11 по методу отжигающих валиков, при котором швы прокладываются вдоль трещины по ее разделанным кромкам с последующим смыканием. При этом на конечном этапе происходит сваривание, по сути, не чугунных, а стальных поверхностей (рис. 61).
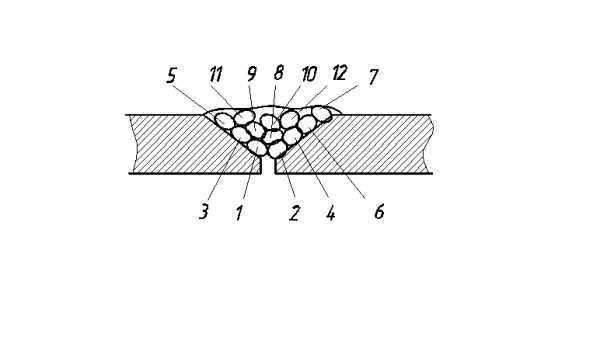
Рис. 61. Заварка чугунной трещины методом отжигающих валиков (цифрами условно показана последовательность наложения валиков)
При таком способе заварки каждый последующий валик, воздействуя термически на предыдущий валик, уменьшает его твердость и снимает остаточные напряжения в шве, обеспечивая надежное устранение трещины чугунной корпусной детали.
Трудность сваривания алюминия и его сплавов обусловлена следующими факторами:
1. Образованием на поверхности сварочной ванны тугоплавкой окисной пленки Al2O3, которая не дает возможность вступить расплавленному присадочному материалу в контакт с основным. Расплавленный присадочный материал, тоже имеющий твердую окисную пленку, свертывается в шарик и скатывается.
2. Высокой вероятностью проваливания под действием собственного веса свариваемого металла в связи с низкой прочностью алюминия при высоких температурах.
3. Образованием пор и раковин в металле шва вследствие выделения из расплавленного металла водорода, который при быстром охлаждении металла не успевает покинуть сварочную ванну.
4. Повышенной склонностью металла шва к возникновению трещин вследствие образования грубой столбчатой структуры металла шва и выделением по границам зерен легкоплавких эвтектик. Отрицательное значение имеет и большая усадка расплавленного металла (7 %), приводящая к возникновению больших остаточных напряжений и, следовательно, к значительному короблению ремонтируемого сваркой изделия.
Для получения качественного шва при сварке алюминиевых сплавов, прежде всего, необходимо удалить окисную пленку на поверхностях соединяемых кромок и присадочной проволоки. Это достигается так называемым катодным распылением в атмосфере инертного газа – аргона или растворением во флюсе, содержащем фториды щелочных металлов, например, криолита Na3AlF3 превращающего окись алюминия в легкоплавкое комплексное соединение – шлак. Наряду с растворением Al2O3 криолит изменяет поверхностное натяжение металла, способствуя образованию мелкокапельного переноса присадочного металла. Остатки флюса и шлака, являющиеся едкими щелочами, вызывают коррозию алюминия. Поэтому при использовании фторидов щелочных металлов в виде флюса при газовой сварке или электродных покрытий при ручной дуговой сварке остатки флюсов и шлаков после сварки следует смыть горячей водой. Кроме того, необходимо проводить предварительный и сопутствующий нагревы до температуры 150…250 °С, это позволит замедлить кристаллизацию металла сварочной ванны. В результате выделение водорода из растворенного металла происходит более полно и пористость снижается. Особенно целесообразно такой сопутствующий подогрев применять при сварке корпусных деталей автомобиля и тем самым повышать качество сварного соединения.
Алюминий и его сплавы можно сваривать разными способами, а именно в среде инертного газа неплавящимся электродом или плавящимся электродом на основе алюминия, электродом с покрытием, кислородно-ацетиленовым пламенем с применением флюсов.
Наиболее надежным способом восстановления алюминиевых деталей является применение аргонно-дуговой сварки. При аргонно-дуговой сварке соединяемые кромки детали и присадочный материал нагреваются теплом электрической дуги, образующейся между вольфрамовым электродом и дет
www.samsvar.ru
Восстановление деталей наплавкой
Темы: Наплавка.
Практика эксплуатации и учет причин выхода из строя подавляющего большинства (90 %) машин показали, что причиной этого является поломка, повреждение поверхности или износ одной или нескольких пар сопрягаемых деталей. Их замена или восстановление деталей наплавкой продлевает ресурс всей установки иногда в несколько раз.
Другие страницы по теме
Восстановление деталей наплавкой
:
Ремонт, особенно капитальный, – понятие, гораздо более широкое, чем восстановление деталей наплавкой. Он включает в себя: дефектацию каждого узла машины, замену изношенных частей запасными, очистку, определение частей, подлежащих восстановлению, сборку, окраску, испытания, выдачу гарантийного талона.
Однако что касается машин, про изводимых мелкими сериями или единично, то в этом случае вышедшие из строя части рентабельнее восстанавливать.
Иногда это относится и к машинам, производимым серийно и даже массово. Имеет смысл восстанавливать головки блока цилиндров, шатуны, коленчатые и распределительные валы и др.
Одним из основных технологических процессов восстановления является наплавка.
Выше были рассмотрены основные способы наплавки и даны материалы, с помощью которых можно получить необходимые свойства наплавленных поверхностей. При работах по наплавке следует иметь в виду, что в поверхностных слоях наплавленного металла возникают остаточные, как правило, растягивающие напряжения, которые могут привести не только к искажению формы и размеров наплавляемых деталей, но и к появлению трещин в самой наплавке.
Наплавку низколегированных и низкоуглеродистых сталей (до 0,4 % С) часто используют для восстановления размеров детали или создания подслоя. Особых проблем при наплавке таких сталей не возникает. Однако, если в наплавке количество углерода повышается до значений, более высоких, чем 0,4 %, то следует предусматривать подогрев, особенно при наплавке на массивные детали. Температура подогрева должна быть тем выше, чем массивнее деталь и больше углерода в ее составе.
При восстановлении деталей из хромовольфрамовых, хромомолибденовых и других теплостойких инструментальных сталей, особенно если наплавляемая деталь предназначена для работы в условиях сменных температур, чтобы исключить вероятность появления трещин, необходим предварительный подогрев до 300оС. Часто рекомендуют последующее медленное охлаждение вместе с печью или последующий высокотемпературный отпуск.
Особенностью наплавки штамповых инструментальных сталей является протекание перлитного превращения в широких диапазонах скоростей охлаждения. Иногда после охлаждения образуется мартен ситная структура с некоторым количеством остаточного аустенита – структура весьма твердая и износостойкая, затрудняющая дальнейшую механическую обработку.
Для восстановления наплавкой изделий из быстрорежущих сталей следует учитывать повышенную склонность металла к образованию горячих трещин и холодных трещин. Наплавленный металл, как правило, не должен подвергаться пластической деформации ковкой или прокаткой.
Низко- и высокоуглеродистые хромистые стали в наплавке в зависимости от количества хрома и углерода имеют ферритную или полуферритную, аустенитно-мартенситную структуру. Увеличение содержания углерода приводит к возникновению ледебуритной структуры.
Наплавка ледебуритных сталей X12, X12M, Х12ВФ трудна из-за склонности наплавленного металла к образованию холодных трещин и горячих трещин, возникающих по границам зерен легкоплавких карбидных эвтектик. С увеличением в наплавке углерода до 1,2 … 1,5 % возрастает количество легкоплавкой эвтектики и трещины исчезают.
Высокомарганцовистые аустенитные стали (110Г13Л) рекомендуют при менять для деталей, работающих при абразивном изнашивании, сочетающемся с сильными ударами. Структура стали аустенитная, пластичность высокая наряду с хорошей прочностью. Твердость такой стали после закалки (950оС) 180 НВ. В результате последующей деформации твердость возрастает до 500 НВ.
Наплавку таких сталей проводят с минимальным тепловложением (минимальные ток и напряжение). Для наплавки обычно используют проволоку Нп-Г13А или самозащитную порошковую проволоку ПП-Нп-90Г13Н4, а иногда подслой из наплавки типа Св-08Х10Н10ГБ.
Хромоникелевые и хромоникельмарганцовистые наплавки (коррозионно-стойкие стали) особо чувствительны к образованию горячих трещин и потере коррозионной стойкости в процессе эксплуатации. Поэтому при их наплавке стремятся к получению двухфазной структуры с минимальным содержанием вредных примесей.
Иногда при наплавке рекомендуют промежуточные слои. Хорошие результаты дает применение проволоки типов Св-X18h20T и Св-Х17Н13Н2Т. При использовании других проволок также стремятся иметь в наплавке запас феррита 2′:2 … 3 %.
Одним из самых распространенных типов наплавочного металла с максимальной твердостью и хорошей износостойкостью является наплавка из высокохромистого чугуна, особенно чугуна, имеющего в составе первичные карбиды хрома типа Ме7СЗ.
Наплавки такого типа склонны к образованию холодных трещин, особенно при наплавке на крупногабаритные детали. Существует мнение, что эти трещины практически не переходят в основной металл детали и не влияют на износостойкость. С целью снижения вероятности их появления применяют подогрев и предварительно наплавляют подслой.
Коррозионно-стойкие и жаростойкие никелевые сплавы, дополнительно легированные молибденом и хромом (хастелой или инконель), наплавляют в основном в виде порошков и реже – проволоки.
Обычно сложностей при наплавке этих материалов не возникает. Если наплавка проводится на закаливающиеся стали, требуется предварительный подогрев.
Никелевые сплавы с хромом, бором, кремнием характеризуются большой стойкостью в агрессивных средах одновременно с высокой износостойкостью. Особой сложности при наплавке они не представляют, так как имеют относительно невысокую температуру плавления (1000 … 1100оС). Тем не менее, с целью лучшего сплавления подложку рекомендуется подогревать до температуры 300…500оС.
- < Влияние легирующих элементов – склонность металла к образованию трещин
- Наплавочные материалы >
weldzone.info
Восстановление деталей электродуговой сваркой и наплавкой
Строительные машины и оборудование, справочник
Восстановление деталей электродуговой сваркой и наплавкойКатегория:
Техническое обслуживание дорожных машин
Восстановление деталей электродуговой сваркой и наплавкой
При восстановлении деталей ручную электродуговую сварку применяют для заварки трещин, приварки обломанных частей и заплат на пробоины, заплавки изношенных отверстий, наращивания изношенных кулачков и зубьев, а также для устранения повреждений в деталях из алюминиевых сплавов, чугуна и стали.
При ручной электродуговой сварке больше, чем при любом другом процессе, применяемом при восстановлении деталей, качество и производительность процесса зависят от квалификации сварщика, его умения правильно выбрать марку и диаметр электрода, режим сварки, приемы манипулирования концом электрода.
Газовую сварку используют при ремонте кабин и облицовки, а также для заплавки изношенных отверстий, наращивания обломанных ушков. Она основана на использовании теплоты, выделяющейся при сгорании ацетилена или других горючих газов в смеси с кислородом.
При восстановлении деталей чаще всего в качестве горючего газа применяют ацетилен. Температура ацетилено-кислородного пламени в самой его горячей точке 3000—3150° С. При газовой сварке скорость нагрева и расплавления металла значительно меньше, чем при дуговой, а зона термического влияния значительно больше, поэтому не рекомендуется применять газовую сварку для устранения повреждений в деталях, изготовленных из чугуна.
Дуговая сварка в среде углекислого газа — один из наиболее эффективных процессов для устранения повреждений в тонколистовых стальных деталях. Она все больше вытесняет газовую и ручную электродуговую сварку при ремонте кабин, кузовов и ответственных металлоконструкций. Этот вид сварки отличается высокой производительностью, хорошим формированием сварного шва, легкостью ведения процесса во всех пространственных положениях, концентрацией теплоты в зоне сварки.
Автоматическая наплавка под слоем флюса (рис. 86) обеспечивает наиболее высокое качество наплавленного металла, так как сварочная дуга и ванна жидкого металла полностью защищены от вредного влияния кислорода воздуха, а медленное охлаждение способствует наиболее полному удалению из наплавленного металла газов и шлаковых включений. При автоматической наплавке заданный режим почти не изменяется.
При наплавке под слоем флюса электрическая сварочная дуга горит в закрытой полости из расплавленного минерального вещества (флюса). Флюс предотвращает разбрызгивание жидкого металла, обеспечивает формирование нормального сварного шва, защищает расплавленный металл от действия кислорода и азота воздуха, влияющих отрицательно на свойства наплавленного металла. Электродная проволока из кассеты к месту наплавки подается автоматической головкой.
Рис. 86. Схема механизированной наплавки под слоем флюса:
1 — источник тока для питания дуги, 2 — оболочка из жидкого флюса, 3 — устройство для подвода флюса, 4 — мундштук, 5 — электродная проволока, 6 — электрическая дуга, 7 — шлаковая корка, 8 — наплавленный слой, 9 — наплавляемая деталь, 10 — скользящий контакт
Применение флюса дало возможность использовать голую (без покрытия) электродную проволоку. Ток к проволоке подведен по скользящему контакту 10 на небольшом расстоянии от дуги, что уменьшило длину электрода, по которому протекает сварочный ток. Плотность тока при этом увеличилась в несколько раз, возросла и производительность наплавки. Питание дуги чаще всего осуществляется током от сварочных генераторов или выпрямителей.
Наплавкой под слоем флюса можно восстанавливать изношенные плоские, цилиндрические, резьбовые и другие поверхности деталей. Цилиндрические поверхности деталей, наплавляемые под слоем флюса, должны иметь наружный диаметр свыше 50 мм, так как на меньших сечениях расплавленный флюс и шлак из-за большого разогрева не успевают затвердевать и стекают с деталей. Механизированной наплавкой под слоем флюса восстанавливают катки, колеса, башмаки, валы, ролики, барабаны и др.
Разновидностями электродуговой наплавки под слоем флюса являются более производительная наплавка ленточным электродом, а также сварка и наплавка порошковой проволокой.
Автоматическая наплавка ленточным электродом производится специальным электродом, изготовленным из металлической ленты холодного проката толщиной 0,4—1,0, шириной 20— 100 мм. Благодаря тому, что при этом способе наплавки сварочная дуга непрерывно перемещается по торцу ширины ленты, проплавление основного металла неглубокое и его доля в наплавленном слое составляет 8—10%. Таким образом, влияние наплавки на структуру и механические свойства основного металла незначительно. Химический состав ленты и марку флюса выбирают в зависимости от назначения наплавки.
Способ обеспечивает высокую производительность работ: за один проход можно наплавить слой толщиной 2—7 мм и шириной, соответствующей ширине ленты.
Недостатки способа: потребности в ленте различной ширины для наплавки разнотипных деталей; невозможность применения наплавки для валов малых диаметров, шлицевых соединений, внутренних отверстий.Полуавтоматическая сварка и наплавка порошковой проволокой — это сравнительно новый процесс в ремонтном производстве. Сущность способа заключается в том, что в качестве электродного материала применяют специальную проволоку, в состав которой наряду с легирующими элементами введены защитные газо- и шлакообразующие вещества, благодаря чему достигается высокая твердость и износостойкость наплавленного металла. Для наплавки порошковой проволокой используют те же автоматы и полуавтоматы, что и для сварки и наплавки сплошными электродными проволоками под слоем флюса. Наплавку порошковой проволокой рекомендуется применять прежде всего для восстановления деталей с большим износом.
При устранении дефектов в корпусных чугунных деталях (трещин, обломов, пробоин) применяют самозащитную проволоку ПАНЧ-11 без подогрева и дополнительной защиты. По сравнению со специальными никелевыми электродами проволока ПАНЧ-11 обладает высокой стойкостью сварных соединений против околошовных трещин. Заваривают трещины самозащитной проволокой ПАНЧ-11 открытой дугой на постоянном токе прямой полярности участками длиной 20—50 мм с проковкой и охлаждением каждого участка до температуры 50° С. Для сварки рекомендуются полуавтоматы ПДПГ-500, ПДГ-300, А-547У, А-825М в комплекте с выпрямителями ВС-300.
При полуавтоматической сварке чугуна самозащитной проволокой ПАНЧ-11 процесс протекает стабильно, без разбрызгивания металла, сварочный шов формируется без подрезов, наплывов и других наружных дефектов. Металл шва имеет высокую обрабатываемость, плотность и прочность. Этот метод находит все большее применение на ремонтных предприятиях, его можно рекомендовать для холодной заварки трещин длиной до 200 мм, обломов, а также обварки заплат у тонкостенных чугунных деталей.
Вибродуговая наплавка — разновидность автоматической электродуговой наплавки. Она ведется колеблющимся электродом, что дает возможность наплавлять металл при низком напряжении источника тока. Благодаря этому образуется минимально возможная сварочная ванна, мелкокапельный переход металла с электрода на деталь. При вибродуговой наплавке получается достаточно хорошее сплавление основного металла с электродным, небольшой нагрев детали и малая по глубине зона термического влияния. Наиболее широкое применение получила вибродуговая наплавка в среде охлаждающей жидкости.
Принципиальная схема установки для вибродуговой наплавки в среде жидкости показана на рис. 87. К установленной в станок изношенной детали с помощью роликов по направляющему мундштуку подается проволока, которая сматывается с барабана. Одновременно с подачей проволоки от вибратора электроду сообщается колебательное движение частотой 50—100 Гц. Установка вибратора позволяет уменьшить мощность дуги, не уменьшая стабильности процесса. От источника постоянного тока через ролики и мундштук к электроду подводится плюс, а к детали через шпиндель станка — минус.
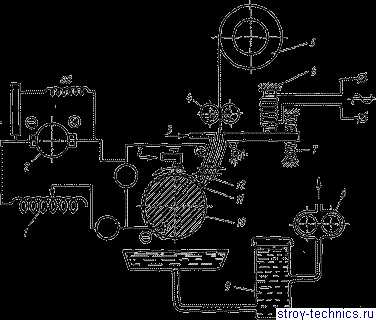
Рис. 87. Схема установки для вибродуговой наплавки в струе жидкости:
1—индуктивность, 2—генератор, 3—трубопровод, 4 — подающие ролики, 5 — барабан для электродной проволоки, 6 — вибратор, 7 — пружины, 8 — шестеренный насос, 9 — бак-отстойник, 10 — деталь с наплавленным слоем, 11 — зона наплавки, 12 — мундштук
В зону наплавки по трубопроводу непрерывной струей подается жидкость. С детали жидкость стекает в поддон станка, откуда попадает в бак-отстойник и далее насосом по трубопроводам снова подается к детали.
Вибродуговым способом могут наплавляться цилиндрические поверхности диаметром от 15 мм и выше, поверхности изношенных отверстий, подвижных и неподвижных соединений; поверхности под обоймы шариковых и роликовых подшипников; шейки валов, работающих в подшипниках скольжения, не испытывающие ударной нагрузки; шейки в местах прессовых посадок. Вибродуговая наплавка нежелательна для профильных поверхностей в виде резьб, мелких шлиц и т. д. Вибродуговую наплавку можно производить также под слоем флюса и в среде защитного газа.
Способ вибродуговой наплавки и сварки различных материалов в потоке воздуха применяют при восстановлении чугунных деталей. Деталь наплавляют с помощью автоматической вибродуговой головки, а для получения плотных и легко обрабатываемых слоев в зону сварки подают атмосферный воздух. С увеличением подачи воздуха наружная пористость наплавляемого металла уменьшается. Наименьшая пористость получается при расходе воздуха свыше 1600—2000 л/ч.
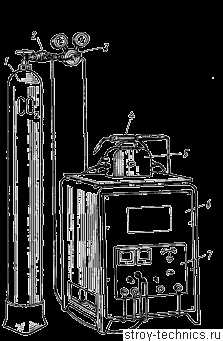
Рис. 89. Полуавтомат А-547У в комплекте с выпрямителем ВС-300:
1 — баллон с углекислым газом, 2 — подогреватель, 3 — редуктор-расходомер, 4 — держатель со шлангом, 5 — подающий механизм, 6 — сварочный выпрямитель, 7 — пульт управления
Наплавленный металл обладает невысокой твердостью, что позволяет производить токарную обработку слоя обычным инструментом. Для наплавки используют установку, состоящую из токарного станка, источника тока (три выпрямителя ВСГ-ЗА) и автоматической вибродуговой головки.
При наплавке в среде углекислого газа сварочная дуга и расплавленный металл защищаются от вредного влияния воздуха струей углекислого газа, специально подаваемого в зону сварки. Электродная проволока из кассеты непрерывно подается в зону сварки с заданной скоростью. Ток к проволоке подводится с помощью мундштука и наконечника, расположенного внутри газовой горелки, которая подает защитный газ в зону сварки.
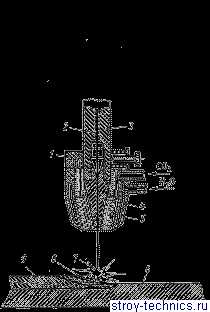
Рис. 88. Схема процесса наплавки в среде углекислого газа:
1 — горелка, 2 — электродная проволока, 3 — мундштук, 4 — наконечник, 5 — сопло горелки,6 — основной металл, 7 — сварочная дуга, 8 — сварочная ванна, 9 — шов
Электродная проволока плавится под действием теплотыдуги; электродный металл переходит в сварочную ванну и смешивается с расплавленным основным металлом. В результате сплавления электродного и основного металлов образуется наплавленный валик, прочно соединенный с основным металлом.
При наплавке углекислый газ из баллона (рис. 89) проходит через подогреватель газа, осушитель, редуктор и расходомер (ротаметр). При выходе из баллона углекислый газ расширяется и температура его резко падает. Чтобы исключить резкое охлаждение газа и замерзание содержащейся в углекислом газе влаги, его сразу после выхода из баллона пропускают через подогреватель. Затем углекислый газ попадает в осушитель, представляющий собой цилиндр, заполненный веществом, которое поглощает влагу из углекислого газа (сили- кагель, обезвоженный медный купорос или хлористый кальций).
Наплавка в среде углекислого газа имеет ряд преимуществ перед другими методами наплавки: более высокая производительность труда по сравнению с наплавкой под слоем флюса, высокая экономичность процесса, хорошее качество наплавленного металла; возможность наплавки внутренних поверхностей изделий сложной формы и малых диаметров; улучшение условий труда рабочих. Кроме того, отпадает необходимость в применении различных приспособлений для удержания флюса и расплавленного шлака, как при наплавке под слоем флюса, что позволяет повысить автоматизацию процесса. Недостатки способа наплавки в среде углекислого газа: большие потери металла на разбрызгивание, потребность в применении специальных типов проволоки и особых источников питания.
Сущность процесса электроконтактной приварки стальной ленты заключается в приварке к поверхности деталей стальной ленты мощными импульсами электрического тока. В сварочной точке под действием импульса тока расплавляются металлы присадочного материала и детали. Присадочный материал (стальная лента) расплавляется не по всей толщине, а лишь в тонком поверхностном слое, в зоне контакта с деталью. Слой приваривают ко всей изношенной поверхности регулируемыми импульсами тока при вращательном движении детали со скоростью, пропорциональной частоте импульсов, и поступательном перемещении сварочной головки. Схема процесса приварки ленты приведена на рис. 90.
Для приварки ленты применяют установку 011-1-02, которая позволяет восстанавливать наружные и внутренние цилиндрические поверхности деталей. Технологический процесс целесообразно применять при восстановлении шеек валов под подшипники качения, посадочных отверстий стаканов подшипников и других деталей при износе до 0,4 мм.
Изношенную поверхность предварительно шлифуют, удаляя слой металла толщиной 0,15—0,2 мм. После этого деталь подают на установку. Накладывают на подготовленную поверхность мерный отрезок стальной ленты толщиной 0,4—0,8 мм (в зависимости от величины износа), который прижимают сварочными роликами установки. Материал ленты — средне- и высокоуглеродистые стали марок 45, 50, 65Г и др.
Импульсами тока прихватывают ленту в нескольких местах. Перемещая ролики в крайнее положение, переключают установку на рабочий режим и приваривают ленту.
Рис. 90. Схема процесса электроконтактной приварки стальной ленты:
1 — центры, 2 — восстанавливаемая деталь, 3 — ролики, 4 — лента, 5 — трансформатор, 6 — прерыватель тока
Процесс ведут при подаче жидкости (воды), которая охлаждает ролики сварочной головки и одновременно эффективно отводит теплоту от зоны приварки. При этом твердость восстанавливаемой поверхности увеличивается до HRC.55 и более. Этим достигается совмещение технологий нанесения покрытия и термической обработки. Последующую механическую обработку после приварки ленты производят на круглошлифовальных станках.
Использование электроконтактной приварки стальной ленты взамен вибродуговой наплавки позволяет повысить производительность восстановления деталей в 2,5 раза, снизить расход присадочных материалов в 4—5 раз, трудоемкость работ в 2,5 раза и повысить ресурс детали до уровня новой.
Электроконтактную приварку стальной проволоки применяют преимущественно для восстановления резьбы. Проволоку подают во впадину изношенной резьбы и прижимают контактным роликом. После включения тока ее приваривают. Диаметр проволоки подбирают с таким расчетом, чтобы после ее приварки и осадки металл заполнил впадину между витками восстанавливаемой резьбы и при этом оставался припуск на механическую обработку. Наилучшие результаты получаются в том случае, если диаметр присадочной проволоки равен шагу резьбы или больше его на 5—10%.
Реклама:
Читать далее: Газопламенное и плазменное напыление и наплавка
Категория: – Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Востановленние деталей наплавкой
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции (узла, детали), причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ.
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки – ручной дуговой сварки плавящимся (покрытым) электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов. При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
Опыт применения.
В настоящее время нами накоплен большой опыт восстановления деталей наплавкой и сваркой в процессе ремонта оборудования на предприятиях различных отраслей промышленности.
Вот некоторые примеры по горнодобывающим предприятиям:
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов.
Применяемые материалы: электроды Capilla 51Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54W или проволока DT-DUR 609.
Стойкость после ремонта до 2-3 лет, стойкость брони – 1 год.
2) Ремонт коромысла ковша экскаватора
Характерные дефекты – трещины, износ проушин.
Материалы выбираются в зависимости от марки стали, чаще Capilla 51T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3.
Гарантированная стойкость не менее 1 года.
3) Ремонт рабочего органа землеройной машины
Восстановление наплавкой рабочей коронки.
Наплавка и шлифовка производится вручную.
Материалы: электроды типа Capilla 53.
Стойкость отремонтированных элементов зависит в первую очередь от грунтов, но не хуже новых.
4) Восстановление наплавкой грейферного грузозахвата
Характер износа – обрыв (облом) или истирание наконечников лап.
Наплавка производиться с протезом или без него в зависимости от износа.
Материал – электроды типа Capilla 54W, наплавка производиться в 3-4 прохода.
Стойкость восстановления до 1 года.
5) Ремонт наплавкой зубьев венцевых шестерен экскаватора
Характер ремонта – восстановление выломанных зубьев, сколов, щербин.
Материалы: электроды Capilla 51Ti, Capilla 52K.
Обычно такие работы производятся на месте без демонтажа.
Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске.
Стойкость – неограниченная при условии соблюдения правил эксплуатации.
6) Ремонт корпуса экскаватора
Дефекты – многочисленные трещины корпуса и рамы экскаватора
Материалы: электроды Capilla 51Ti, CrNiMo, E-7018 со сваркой дополнительных накладок
Стойкость до 2х лет при условии соблюдения правил эксплуатации.
Ремонт элементов ходовой части экскаваторов
7) Ремонт натяжного колеса
Износ – рабочие поверхности, поверхностные трещины
Для восстановления геометрии колеса производиться наплавка порошковой проволокой DT-DUR 250 K.
Ремонт трещин с применением сварки электродами Capilla 51Ti с последующей механической обработкой.
Стойкость не мене 3х лет при условии соблюдения правил эксплуатации.
8) Восстановление оси колеса
Оси – наплавка проволокой типа Э50-Э60А (Е 7018) с последующей механической .обработкой.
Стойкость – 1 год. К примеру, новые оси ходят не более 1 года.
9) Восстановление наплавкой опорных стоек колеса
Опорная стойка. Наплавка внутренней и наружной поверхностей. Ремонт выдавленных фрагментов.
Материалы: сварочные электроды или проволока типа E-7018 с последующей механической .обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
10) Ремонт опорных катков гусеничной техники
Аналогично ремонту опорной стойки. Наплавка наружной поверхности для восстановления геометрии опорного катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
11) Восстановление букс катка
Аналогично ремонту опорной стойки. Наплавка внутренней поверхности для восстановления геометрии буксы катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
12) Изготовление биметаллической втулки
Наплавка внутренней поверхности стальной втулки
Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом.
Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм.
Стойкость примерно в 10 раз лучше, чем чистая бронза
13) Восстановление реборд колесных пар и крановых колес
Для кранов и колесных пар применяются кованные или литые колеса из сталей 65Г, 50 Г2 и др. В процессе эксплуатации в результате изнашивания уменьшается диаметр поверхности катания и утончается реборда колеса. Износостойкость колес в большей степени зависит от твердости рабочего слоя, однако слишком высокая твердость приводит к быстрому изнашиванию рельса, замена и (или) восстановление которых значительно дороже. Оптимальными следует считать такие методы восстановления, при которых обеспечивается твердость поверхности катания колеса несколько меньше твердости рельса.
Восстановление наплавкой колесных пар наиболее целесообразно выполнять при условии, что износ поверхности катания не превышает 10 мм и реборда изношена не более чем на половину, для ходовых колес диаметром до 800 мм.
Перед наплавкой колесо протачивается для удаления трещин, вмятин, сколов
Колеса можно восстанавливать многократно, но не более 5-6 раз.
Материалы: проволока DT-DUR 250 K, а при большом износе наплавка буферного подслоя проволокой Х70Т4
Стойкость: 3-4 года.
14) Ремонт траков гусеничной техники и гусеничных конвейеров
Типичная сталь для изготовления траков – 110Г13.
Материалы: электроды Capilla 51Ti для наплавки буферного и рабочего слоя. В некоторых случаях целесообразно дополнительно применить «бронирование» применяя электроды или порошковую проволоку типа DT-DUR 609.
Стойкость примерно, как и у нового – 1 год
15) Ремонт корпусов, блоков цилиндров двигателей
Дефекты – трещины, выломы и т.п.
Материал: электроды Capilla 43.
Стойкость отремонтированных блоков оценивается как и для новых.
16) Наплавка бил дробилок
Дробилки используются для измельчения породы. Била дробилок, работая в условиях ударно-абразивного и абразивного износа, являются наиболее быстроизнашивающимися деталями дробилок, лимитирующими их производительность. Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Восстановление наплавкой
Материал: электроды Capilla 51Ti . Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
При бронировании стойкость даже выше, чем новых из стали 110Г13 примерно в 2-3 раза.
17) Ремонт наплавкой дробильных установок
Восстановление наплавкой
Материал: электроды Capilla 51Ti . Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
Стойкость даже выше, чем новых примерно в 2-3 раза.
18) Наплавка зубьев вала питателя
Восстановление деталей геометрических размеров производится наплавкой с дополнительным бронированием
Материал: электроды типа E-7018, для бронирования электроды Capilla 54W или Capilla 54-160 (5400)
Стойкость в зависимости от интенсивности эксплуатации.
19) Ремонт отбойной направляющей плиты
Восстановление дефектов в основном приварка отдельных листов (пластин) с последующим бронированием
Материалы: электроды E-7018, для бронирования электроды Capilla 54W
Стойкость 1 год
20) Восстановленный ремонт барабанов шахтоподьемных установок
Износ – многочисленные трещины корпуса как снаружи, так и внутри.
Материал: электроды Е 7018, Capilla 51Ti
Стойкость – 1 год
21) Восстановление валов наплавкой
Наплавка зубьев. Материал: электроды Capilla 51Ti, Capilla 51W, Capilla 52 K в зависимости от твердости блока-шестерни с последующей механической .обработкой.
Наплавка осей. Материал: E-7018 или Capilla 52 K
Стойкость не менее 1 года в зависимости от условий эксплуатации.
22) Ремонт рабочего колеса насоса
Колесо изготовлено из сплав ИЧХ-28
Материалы: электроды Capilla 44
Стойкость не менее 3х лет
23) Приварка стальной ступицы к чугунному корпусу колеса
Материал – электроды Capilla 43
Стойкость до 0,5 года или больше в зависимости от условий эксплуатации
24) Ремонт изделий из чугуна
Материал: электроды Capilla 41, Capilla 43, Capilla 44, Capilla 45, проволока DT-NiFe.
Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет.
www.xn--80aviaagjgq5g.xn--p1ai
Способы восстановления деталей
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, осталивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.
Механической и слесарной обработкой восстанавливают детали с плоскими сопрягаемыми поверхностями (направляющие станин, планки, клинья). При износе направляющих до 0,2 мм их восстанавливают шабрением, при износе до 0,5 мм — шлифованием, а при износе более 0,5 мм — строганием с последующим шлифованием или шабрением.
При ремонте валов, осей, винтов и т. п. в первую очередь проверяют и восстанавливают их центровые отверстия. После этого поверхности, имеющие незначительный износ (царапины, риски, овальность до 0,02 мм), шлифуют, а при более значительных износах наращивают, обтачивают и шлифуют до ремонтного размера.
При ремонте изношенных деталей нередко возникают трудности при выборе способа базирования детали для обработки в связи с изменением основной установочной базы изношенной детали. В таких случаях ориентируются не на основные установочные, а на вспомогательные базы, и от них ведут обработку рабочих поверхностей. Наряду с восстановлением деталей механической обработкой при ремонте негодную часть детали иногда заменяют новой.
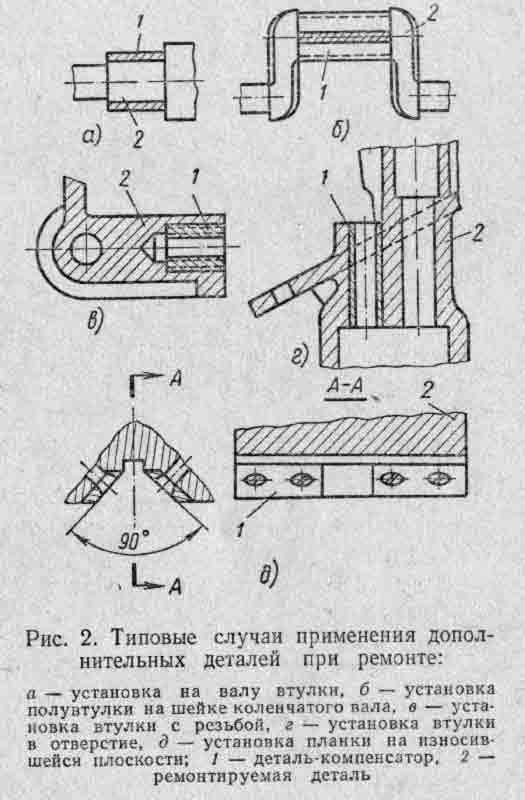
Применение компенсаторов износа. Чтобы восстановить первоначальные посадки сопряженных деталей, при их значительном износе применяют детали-компенсаторы. Одну из сопрягаемых деталей обрабатывают до ближайшего ремонтного размера и во вторую вставляют промежуточную деталь-компенсатор. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы устанавливают в сопряжении, в котором износ появился к моменту ремонта. Подвижные компенсаторы устанавливают тогда, когда можно, не производя ремонта, соответствующим перемещением компенсатора относительно основных деталей устранить зазор, образующийся вследствие износа деталей. Сменными компенсаторами для цилиндрических деталей служат втулки и кольца, а для плоских— планки. Для наиболее распространенных узлов станков сменные детали-компенсаторы целесообразно заготавливать заранее в соответствии со шкалой ремонтных размеров.
Типовые случаи применения деталей-компенсаторов, используемых для устранения износа сопряжений, показаны на рис.2. При износе наружной цилиндрической поверхности вала на него напрессовывают или сажают на клей втулку (рис. 2, а). На износившуюся шейку коленчатого вала устанавливают полувтулку (рис. 2, б). Если в отверстии «разработалась» резьба, то в него ввертывают дополнительную втулку (ввертыш) с вновь нарезанной резьбой (рис. 2,в). При износе внутренней цилиндрической или конусной поверхности в деталь также вставляют втулку (рис. 2,г). Износ плоскостей чаще всего компенсируют планкой (рис. 2, д), которую привинчивают к ремонтируемой детали. Как видно из примеров, сменные детали в большинстве случаев скрепляют с одной из деталей сопряжения при помощи прессовой посадки, винтов, сваркой или универсальным клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие в деталях в результате действия внутренних напряжений, больших усилий или из-за механических повреждений (трещины, пробоины, значительные задиры, царапины и выкрашивания), устраняют слесарно-механической обработкой. Трещины и пробоины запаивают, заваривают, заливают, металлизируют, ставят штифты и заплаты. Заплаты применяют для заделки пробоин и больших трещин, соединяя заплату с основной деталью винтами или заклепками. Для чугунных и дюралюминиевых деталей используют винты, а для стальных — еще и заклепки.
Восстановление деталей сваркой и наплавкой
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой.
Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60—70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
Восстановление деталей металлизацией
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
Гальванические покрытия
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое — для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) — один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2—3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истира ние.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения — твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов — восстановителей.
Восстановление изношенных деталей давлением
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением относятся:
- осадка при восстановлении втулок, пальцев, зубчатых колес;
- раздача при восстановлении пальцев поршней, роликов автоматов и т. п.;
- обжатие при восстановлении вкладышей подшипников и втулок;
- вдавливание при восстановлении зубчатых колес и шлицевых валиков;
- правка для выправления гладких и коленчатых валов и рычагов;
- накатка для увеличения диаметра шеек и цапф валов за счет поднятия гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношенных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей.
Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
Восстановление и склеивание деталей с использованием пластмасс
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса— стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60—80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, — клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 — 15 кГ/см2) и выдерживают под прессом.
Выдержка склеенных деталей под прессом
| Марка клея | БФ-2 | БФ-4 | БФ-6 |
| Температура, °С | 120—200 | 60—90 | 150—200 |
| Длительность выдержки, ч | 1—3 | 3—4 | 0,25—1 |
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и выше.
Также Вам будет интересно:
chiefengineer.ru
Восстановление деталей сваркой и наплавкой
Восстановление деталей сваркой и наплавкой
Категория:
Ремонт промышленного оборудования
Восстановление деталей сваркой и наплавкой
Сварка и наплавка широко применяются при ремонтных работах. Сваркой исправляют детали с изломами, трещинами и отколами.
Наплавка является разновидностью сварки и заключается в том, что этим способом не соединяют металлические детали или части в одно целое, а наращивают, наплавляя на основной металл присадочный материал. Наплавкой восстанавливают изношенные поверхности деталей, посадочные размеры которых затем получают механической обработкой на станках.
В ремонтном деле применяют главным образом два вида сварки: дуговую и газовую.
Дуговая сварка может осуществляться металлическим и угольным электродами. Широко применяют сварку на переменном токе (по сравнению с постоянным током) вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за оборудованием. При этом применяют электроды со стабилизирующими обмазками.
Газовая сварка также широко используется в ремонтном производстве. Сущность газовой сварки стальных и чугунных деталей заключается в плавлении металла при горении ацетилена в избыточной среде кислорода, при этом развивается температура 3300 °С и выше.
Решая вопросы восстановления деталей сваркой и наплавкой, необходимо учитывать недостатки данного метода. При этом происходит нагрев, вызывающий деформация и возникновение внутренних напряжений. Для ликвидации последних приходится осуществлять термическую обработку, которая также может быть причиной деформации деталей.
Сварка и наплавка стальных деталей. Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние оказывают и легирующие элементы — хром, марганец, никель и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается.
Хорошо сваривающиеся стали можно сваривать или наплавлять в оГычных производственных условиях без предварительного нагрева и баз последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей большой толщины и большого диаметра нужно перед сваркой назреть, чтобы предотвратить образование трещин. Стали с ограничен эй и тем более с плохой свариваемостью могут давать трещины (в зоне теплового влияния в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать при температуре 600—650 °С, а по окончании сварки подвергать закалке и отпуску.
В ремонтной практике применяют главным образом дуговую сварку металлическими электродами.
Наплавкой восстанавливают многие детали, в том числе и вращающиеся в подшипниках скольжения цапфы валов и осей. Прежде чем приступить к наплавке, поверхность детали очищают до металлического блеска. Наплавку ведут слоями параллельно оси цапфы, причем слои наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой. Следующий слой должен покрывать предыдущий на одну треть ширины.
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее мм) применяют главным образом газовую сварку. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Чугунные отливки (детали) сваривают обычно при помощи чугунного же присадочного материала. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
Детали из серого чугуна можно сварить с предварительным общим нагревом, с местным подогревом или без подогрева. Сварку деталей с предварительным подогревом до 500—700 °С условно называют горячей сваркой, при подогреве до 250—450 °С— полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка. Детали нагревают в печах или горнах.
В ремонтной практике широко распространен способ восстановления корпусных деталей из чугуна методом сварка-пайка латунной проволокой и прутками, отлитыми из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.
Ковкий чугун плохо поддается сварке. Наиболее простым способом восстановления деталей из ковкого чугуна является сварка с применением латунных электродов или электродов из монель-металла.
Для высококачественной сварки необходима соответствующая подготовка поверхности для сварки и режим охлаждения соединения деталей. Сварное соединение охлаждают медленно. Крупные детали охлаждают вместе с печью, в которой они были нагреты, мелкие помещают в сухой горячий песок или золу. При быстром охлаждении образуется твердый и хрупкий отбеленный чугун. Неравномерное охлаждение приводит к возникновению внутренних напряжений и появлению трещин.
Наплавка цветных металлов
Изношенные детали, изготовленные из меди, бронзы, латуни, алюминия и его сплавов, восстанавливают газовой наплавкой. В качестве присадочных материалов применяют стержни, близкие по составу к основному металлу.
При восстановлении размеров деталей из бронзы в качестве присадочного материала могут служить латуни Л62, Л К-62-03, ЛСЖ-1-03, которые дают плотный наплавленный металл, хорошо сопротивляющийся изнашиванию. Детали больших размеров и массой более кг предварительно подогревают горелкой или в специальных печах до 400—460 °С. После наплавки рекомендуется быстрое охлаждение на воздухе, а для бронз с высоким содержанием меди — в воде.
Детали из меди наплавляют медной проволокой. Большие детали наплавляют двумя горелками, одной из которых осуществляют подогрев, а другой ведут наплавку. Наплавленный слой можно дополнительно уплотнить проковкой в горячем состоянии.
Алюминиевые детали восстанавливают газовой наплавкой с применением флюса АФ-4А. В качестве присадки выбирают металл, близкий по составу к основному металлу.
Детали из черных металлов можно наплавлять медью, латунью, бронзой при помощи ацетилено-кислородной горелки с применением газообразных флюсов БМ-1 или БМ-2. При этом получается плотный слой цветного металла, хорошо сплавленного с основным.
Поверхность детали, подлежащую наплавке, тщательно очищают и обезжиривают, затем нагревают газовой горелкой до температуры, близкой к температуре плавления присадочного металла. При больших размерах наплавляемой поверхности наплавку нужно выполнять с предварительным нагревом.
В ряде случаев целесообразно выполнять наплавку двумя горелками, одну из которых располагают впереди (по ходу процесса наплавки) и подогревают ею металл, а второй с флюсом БМ-1 ведут наплавку. Флюс БМ-1 обеспечивает полную защиту от окисления расплавленного слоя цветного металла, что не достигается в присутствии порошковых флюсов. Поверхность металла после остывания получается ровной, блестящей и неокисленной.
Для наплавки рекомендуются латуни различных марок (например, Л62), не содержащие кремния, свинца, олова, бронзы, в частности БрКМЦЗ-0,5, дающие плотный слой при наплавке на чугун и сталь. Прочность соединения с чугуном и сталью соответствует прочности литой латуни.
Наплавка поверхностей твердыми сплавами
Для восстановления деталей и Повышения их износостойкости применяют наплавку легированными сплавами, обладающими высоким сопротивлением износу (повышение срока службы в 2—6 раз и более). При ремонте деталей часто применяют сормайт, литой твердый сплав, порошковый твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износостойкий слой.
Сормайт № применяют в виде прутка диаметром от до мм. Этими сплавами ремонтируют кулачковые муфты, фиксаторы, различные упоры и др. После охлаждения наплавленную деталь обрабатывают шлифованием.
Реклама:
Читать далее:
Восстановление и упрочнение изношенных деталей электролитическими и химико-термическими способами
Статьи по теме:
pereosnastka.ru
Добавить комментарий