Смесь асфальтобетонная литая: Что такое литой асфальт
Литой асфальт / Всё об асфальтировании и дорожном строительстве. Асфальтирование в г. Киев
Общие сведения о литом асфальте
Литой асфальт (литая асфальтобетонная смесь) — композиционный дорожно-строительный материал, который представляет собой смесь минеральных материалов (щебня, песка, минерального порошка) и битумного вяжущего (теплоустойчивого битума или полимерно-битумного вяжущего).
Относится к высокоплотным асфальтобетонным смесям и в готовом к укладке виде представляет собой горячую вязко-текучую пластичную массу черного цвета. В отличие от обычных уплотняемых горячих асфальтобетонных смесей, литой асфальт характеризуется избытком битумного вяжущего, что придает ему высокую пластичность.
Литой асфальтобетон — твердое монолитное покрытие устроенное из литой асфальтобетонной смеси.
Литые асфальтобетонные смеси не следует путать с литыми эмульсионно-минеральными смесями (ЛЭМС), которые помимо иного состава имеют также и иное назначение (как правило, используются для тонкослойной поверхностной обработки асфальтированного дорожного покрытия).
Назначение и область применения литых асфальтов
Основным назначением литых асфальтобетонных смесей является устройство верхних слоёв дорожного покрытия. В более редких случаях литой асфальт применяется для устройства нижних слоев покрытия с последующей укладкой поверх них тонкого слоя щебеночно-мастичного асфальта (ЩМА) или литой асфальтобетонной смеси другого типа (такой подход распространен при асфальтировании мостовых сооружений).
Главной сферой применения литого асфальта является мостовое строительство. Данный материал используется для создания верхних защитных слоев покрытия мостовых сооружений, выполняя также функцию гидроизоляции.
Второй по значимости областью применения литых асфальтобетонных смесей является дорожное строительство. Литой асфальт может применяться при асфальтировании автомобильных дорог любых технических категорий во всех дорожно-климатических зонах Украины (от А-1 до А-7), а также при асфальтировании тротуаров, пешеходных и велосипедных дорожек, межрельсового пространства трамвайных путей.
Особую актуальность использование горячих литых асфальтобетонных смесей приобретает при необходимости проведения ямочного ремонта асфальтового покрытия в холодное время года при отрицательных температурах.
Несмотря на то, что главной сферой применения литых асфальтобетонных смесей является мостовое и дорожное строительство, данный материал достаточно часто используется в промышленном и гражданском строительстве в качестве гидроизоляционного материала, материала для устройства твёрдых покрытий на производственных и складских площадках, устройства стяжек и напольных покрытий (с последующей шлифовкой и полировкой такого покрытия до гладкого состояния), создания отмосток.
Типовой состав и технология производства литого асфальта
Литой асфальт отличается от обычных уплотняемых асфальтобетонных смесей более высоким содержанием битумного вяжущего (до 11 %) и минерального порошка (до 25 %).
Минеральная составляющая литой асфальтобетонной смеси включает щебень, песок и минеральный порошок. Щебень применяют из плотных горных пород со следующими характеристиками:
Щебень применяют из плотных горных пород со следующими характеристиками:
- Марка по дробимости должна быть не менее 1000
- Марка по истираемости не менее И1
- Марка по морозостойкости не ниже F50
- Содержание зерен лещадной и игловатой формы не более 15 % по массе
- Содержание пылевидных и глинистых частиц не более 1 % по массе
Песок используют природный, дробленый или из отсевов дробления плотных горных пород. Минеральный порошок применяют активированный и неактивированный из карбонатных горных пород (известняковый или доломитовый).
Таким образом, в части минеральной составляющей (щебень, песок и минеральный порошок) литой асфальт схож с обычной асфальтобетонной смесью, главным же его отличием является вяжущий компонент.
При приготовлении литых асфальтобетонных смесей используется теплоустойчивый битум, полимерно-битумное вяжущее или другие битумные вяжущие с улучшенными свойствами (битумно-каучуковое вяжущее, резинобитумное вяжущее и др. ).
).
Производится литой асфальт на асфальтобетонных заводах в специальных асфальтосмесительных установках по технологии схожей с приготовлением обычных асфальтобетонных смесей. Температура литой смеси при выпуске из смесителя зависит от вида вяжущего и может варьироваться от 190 °С до 240 °С.
Т. к. литая асфальтобетонная смесь отличается высоким содержанием битумного вяжущего и при выпуске имеет высокую температуру (190–240 °С), это приводит к расслаиванию и быстрой потере однородности (проявляется в виде неравномерного оседания минеральных частиц). Для предупреждения процесса расслаивания, сохранения однородности смеси и поддержания высокой рабочей температуры, во время транспортировки литого асфальта к объекту требуется его непрерывное перемешивание с одновременным подогревом. Транспортировка литого асфальта осуществляется специализированными машинами — «кохерами» (другое название — термос-миксер).
Помимо транспортировки, кохер может использоваться в качестве мобильной установки для приготовления литых асфальтобетонных смесей предназначенных для ямочного ремонта дорог. Процесс приготовления такой смеси может осуществляться с использованием новых материалов, а также с добавлением вторичного асфальтобетона (асфальтовой крошки) или из полуфабрикатов. Применение асфальтовой крошки при приготовлении литого асфальта для ямочного ремонта является одним из путей удешевления его высокой стоимости.
Процесс приготовления такой смеси может осуществляться с использованием новых материалов, а также с добавлением вторичного асфальтобетона (асфальтовой крошки) или из полуфабрикатов. Применение асфальтовой крошки при приготовлении литого асфальта для ямочного ремонта является одним из путей удешевления его высокой стоимости.
Классификация литых асфальтобетонных смесей
По назначению
- I тип — применяется для устройства верхнего слоя дорожного покрытия на автомагистралях и дорогах I–III категории, проезжей части мостов, эстакад, путепроводов и паркингов. Литая асфальтобетонная смесь I типа производится на специализированной асфальтосмесительной установке, транспортируется к объекту в термосе-миксере, укладывается специальным укладчиком (гусеничным, колёсным или колёсно-рельсовым финишером) или вручную без уплотнения. Наибольший размер зерен каменного наполнителя (щебня) — 15 мм. Содержание зерен крупнее 5 мм — 45–55 % по массе.
- II тип (вибролитая асфальтобетонная смесь) — предназначена для устройства покрытий автомобильных дорог I–III технических категорий, аэродромов, мостов, эстакад, путепроводов.
 Литая асфальтобетонная смесь II типа производится на обычной асфальтосмесительной установке, транспортируется автосамосвалами с защитным тентом, укладывается обычным асфальтоукладчиком с виброуплотнением (отсюда название «вибролитая»). Наибольший размер зерен щебня — 20 мм. Содержание зерен крупнее 5 мм — 35–50 % по массе.
Литая асфальтобетонная смесь II типа производится на обычной асфальтосмесительной установке, транспортируется автосамосвалами с защитным тентом, укладывается обычным асфальтоукладчиком с виброуплотнением (отсюда название «вибролитая»). Наибольший размер зерен щебня — 20 мм. Содержание зерен крупнее 5 мм — 35–50 % по массе. - III тип (вибролитая асфальтобетонная смесь) — используется для устройства верхнего слоя основания при строительстве дорог I–III технических категорий, а также аэродромов. Литая асфальтобетонная смесь III типа производится на стандартной асфальтосмесительной установке, к объекту транспортируется в автосамосвалах, укладывается обычным асфальтоукладчиком с виброуплотнением. Наибольший размер зерен щебня — 40 мм. Содержание зерен крупнее 5 мм — 45–65 % по массе.
- IV тип — применяется для асфальтирования тротуаров, устройства полов внутри помещений, устройства стяжек и гидроизоляции кровли. Наибольший размер зерен щебня — 5 мм.
- V тип — применяется для ямочного ремонта асфальтобетонных дорожных покрытий, гидроизоляции покрытий и асфальтирования межрельсового пространства в трамвайных путях. Наибольший размер зерен щебня — 20 мм. Содержание зерен крупнее 5 мм — 35–50 % по массе. При выборе материалов для приготовления литых смесей V типа требования к исходным материалам могут быть ниже, так как свойства литого асфальтобетона не должны значительно превышать свойства ремонтируемого асфальтового покрытия. Транспортировка и укладка литого асфальта V типа осуществляется с помощью кохера.
 Литая асфальтобетонная смесь II типа производится на обычной асфальтосмесительной установке, транспортируется автосамосвалами с защитным тентом, укладывается обычным асфальтоукладчиком с виброуплотнением (отсюда название «вибролитая»). Наибольший размер зерен щебня — 20 мм. Содержание зерен крупнее 5 мм — 35–50 % по массе.
Литая асфальтобетонная смесь II типа производится на обычной асфальтосмесительной установке, транспортируется автосамосвалами с защитным тентом, укладывается обычным асфальтоукладчиком с виброуплотнением (отсюда название «вибролитая»). Наибольший размер зерен щебня — 20 мм. Содержание зерен крупнее 5 мм — 35–50 % по массе.
Вибролитая асфальтобетонная смесь — литой асфальт II–III типа. Относительно данных типов литого асфальта в профессиональной и научной среде имеются разногласия, т. к. формально они не могут быть определены как литые, поскольку транспортируются к объекту асфальтирования обычными самосвалами, укладываются стандартными асфальтоукладчиками с виброуплотнением и к тому же требуют уплотнения катками, чего не происходит в случае с литой смесью I, IV и V типа.
По виду вяжущего
- Литая асфальтобетонная смесь — стандартная литая асфальтобетонная смесь приготовленная с применением теплоустойчивого немодифицированного дорожного битума.
- Литая полимерасфальтобетонная смесь — литая асфальтобетонная смесь в которой в качестве вяжущего компонента используется полимерно-битумное вяжущее (ПБВ).
- Литая сероасфальтобетонная смесь — литая смесь в которой в качестве вяжущего используется комплексное вяжущее состоящее из битума и модифицированной технической серы. Применение серы позволяет уменьшить расход битума и понизить температуру приготовления литой асфальтобетонной смеси.
- Литая резиноасфальтобетонная смесь — литая асфальтобетонная смесь в которой в качестве вяжущего используется резинобитумное композиционное вяжущее. Использование в литом асфальтобетоне резиновой крошки способствует повышению долговечности дорожного покрытия, улучшению его фрикционных свойств, а также, в ряде случаев, позволяет снизить расход щебня.

Преимущества и недостатки литого асфальта
Асфальтированные покрытия созданные с применением литых смесей отличаются малой толщиной слоя, высокой плотностью и шероховатостью. Помимо этого, в сравнении с традиционными уплотняемыми асфальтобетонными смесями и щебеночно-мастичным асфальтом, литой асфальт обладает рядом других преимуществ, а именно:
- Высокая пластичность и подвижность литой смеси.
- Низкая пористость и водонепроницаемость.
- Лучшие, в сравнении с обычной асфальтобетонной смесью, гидроизоляционные свойства.
- Высокая коррозионная стойкость, трещино- и износостойкость.
- Высокая прочность покрытия, сравнимая с традиционными асфальтобетонами.
- Высокая эластичность покрытия и способность выдерживать большие деформационные растяжения.
- Долговечность (устойчивость к старению и накоплению усталостных повреждений).
- Устойчивость к колееобразованию и высокое сопротивление износу шипованными шинами.
- Устойчивость к сильным температурным перепадам.
- Отсутствие необходимости уплотнения уложенной смеси.
- Возможность проводить ремонтные работы при отрицательных температурах.
К основным недостаткам литых асфальтобетонных смесей и литого асфальтобетона можно отнести:
- Низкие сцепные показатели асфальтированного покрытия (вследствие большого содержания битумного вяжущего), что приводит к необходимости проведения дополнительных работ связанных с распределением и втапливанием (запрессовкой) черного щебня в уложенный слой литого асфальта.
- Высокая стоимость смеси связанная с применением дорогостоящих компонентов.
- Высокая стоимость асфальтирования, связанная с необходимостью проведения подготовительных работ и привлечением специальной техники (кохеры, финишеры, щебнераспределители и др.).
Технология асфальтирования с применением литого асфальта
1. Транспортировка литого асфальта
Транспортировка литой асфальтобетонной смеси к объекту проведения работ осуществляется «кохерами» (специальными машинами, оборудованными системой перемешивания, подогрева и контроля температуры смеси). Необходимость использования кохеров для транспортировки литого асфальта (I, IV и V типа) обусловлена тем, что без принудительного перемешивания и подогревания, смесь начинает расслаиваться и терять пластичность. Литые асфальтобетонные смеси II–III типа устойчивы к расслоению и могут доставляться обычными самосвалами.
Необходимость использования кохеров для транспортировки литого асфальта (I, IV и V типа) обусловлена тем, что без принудительного перемешивания и подогревания, смесь начинает расслаиваться и терять пластичность. Литые асфальтобетонные смеси II–III типа устойчивы к расслоению и могут доставляться обычными самосвалами.
2. Подготовительные работы
При устройстве дорожных покрытий из литого асфальтобетона важную роль играет тщательная подготовка нижележащего основания, на которое будет укладываться литая смесь. Если нижележащий слой не является достаточно ровным, его выравнивают путем холодного фрезерования или методом устройства выравнивающего слоя асфальта (при перепаде отметок до 6 см используют мелкозернистую асфальтобетонную смесь, более 6 см — крупнозернистую).
После фрезерования или устройства выравнивающего слоя, нижележащее покрытие обрабатывают битумной эмульсией. Подгрунтовка нижележащего слоя может не выполняться если между устройством нижнего слоя (в том числе выравнивающего) и укладкой литого асфальта прошло не более 10 суток. Подгрунтовка также не требуется в том случае, когда нижний слой устроен из литой асфальтобетонной смеси.
Подгрунтовка также не требуется в том случае, когда нижний слой устроен из литой асфальтобетонной смеси.
Перед началом укладки литой асфальтобетонной смеси по обеим сторонам асфальтируемой полосы устраивается деревянная или металлическая опалубка с высотой равной толщине укладываемого слоя. Если укладка литого асфальта производится колесно-рельсовым укладчиком, то опалубка не устанавливается, поскольку в этом случае роль опалубки выполняют сами рельсы. Литые асфальтобетонные смеси II–III типа не требуют установки опалубки, т. к. укладываются обычными асфальтоукладчиками методом вибролитья.
3. Укладка литого асфальта
Покрытия из литых асфальтобетонных смесей устраивают в сухую погоду, весной при температуре окружающего воздуха не ниже 5 °С, осенью — не ниже 10 °С. Допускается выполнять асфальтирование и при отрицательной температуре воздуха, но не ниже −10 °С. В этом случае литая асфальтобетонная смесь должна иметь температуру не менее 240 °С и укладка должна производиться в безветренную погоду (или при слабом ветре) на сухую и чистую поверхность. Просушка поверхности может производиться с помощью инфракрасных нагревателей.
Просушка поверхности может производиться с помощью инфракрасных нагревателей.
В зависимости от типа литой асфальтобетонной смеси укладка может производится колёсными, гусеничными или колесно-рельсовыми финишерами (для литого асфальта I, IV и V типа) или обычными асфальтоукладчиками (для литого асфальта II–III типа). Места не доступные для механической укладки литой смеси асфальтируют вручную.
4. Уплотнение литого асфальта
Литая асфальтобетонная смесь I, IV и V типа не требует уплотнения, т. к. имеет текучую консистенцию и набирает плотность в процессе остывания. Литая асфальтобетонная смесь II–III типа уплотняется вибротрамбующим брусом асфальтоукладчика на этапе укладки и легкими катками на этапе запрессовки черного щебня.
5. Запрессовка (втапливание) черного щебня
Т. к. одним из главных недостатков литого асфальтобетонного покрытия является низкий коэффициент сцепления с шинами транспортным средств, то для повышения его шероховатости выполняется дополнительная процедура распределения и запрессовки щебня, производимая сразу после укладки литого асфальта. К моменту запрессовки черный щебень должен иметь температуру не ниже 100 °С, а поверхность уложенной литой смеси не должна остыть ниже 140–180 °С. Распределение чернощебеночной смеси может производиться вручную или с помощью щебнераспределителя.
К моменту запрессовки черный щебень должен иметь температуру не ниже 100 °С, а поверхность уложенной литой смеси не должна остыть ниже 140–180 °С. Распределение чернощебеночной смеси может производиться вручную или с помощью щебнераспределителя.
Запрессовка черного щебня — технологическая операция по приданию покрытию из литого асфальтобетона I и V типа требуемых фрикционных характеристик путем распределения и втапливания в него горячего черного щебня. В качестве материала для обработки применяют черный щебень фракции 5(3)–10 мм или 10–15 мм.
Черный щебень — искусственный дорожно-строительный материал, получаемый путем смешения гранитного, гравийного или известнякового щебня с вязким или жидким органическими вяжущим (нефтяным дорожным битумом, битумной эмульсией или дегтем).
Краткая историческая справка о литом асфальте
На постсоветском пространстве первые попытки применения литого асфальта относятся к 19 веку. Уже в 1865 году в Санкт-Петербурге литые смеси на основе природного битума были впервые применены при асфальтировании террас Зимнего дворца. Через 5 лет (в 1870 году) с помощью той же литой смеси асфальтировалась улица Малая Садовая и создавалось покрытие на набережной реки Фонтанки. Позднее с применением литых смесей началось асфальтирование дорог в Киеве, Харькове, Одессе, Житомире и других городах Российской империи.
Через 5 лет (в 1870 году) с помощью той же литой смеси асфальтировалась улица Малая Садовая и создавалось покрытие на набережной реки Фонтанки. Позднее с применением литых смесей началось асфальтирование дорог в Киеве, Харькове, Одессе, Житомире и других городах Российской империи.
Применение литого асфальта в г. Москва началось в 1874 году, когда рядом с городом Сызрань был построен первый в России завод по производству асфальтовой мастики. Существенно упростился процесс приготовления и укладки литых смесей с того момента как в 1914 году в городе Грозный было запущено производство нефтяного битума. Однако, именно по причине интенсивного развития битумного производства все большее распространение стала получать уплотняемая асфальтобетонная смесь, как более простой и дешевый материал для устройства дорожных покрытий, а интерес к использованию литой смеси начинает падать.
С начала 1970-х годов асфальтирование с применением литого асфальта вновь возвращается в СССР, чему в немалой степени способствовал положительный опыт эксплуатации (способность выдерживать интенсивное грузонапряженное движение, износостойкость и коррозионная стойкость) литых асфальтобетонных покрытий на дорогах Западной и Восточной Германии, Венгрии и Румынии.
К концу 1970-х годов литьевая технология вновь начинает переживать упадок по причине дефицита материалов (теплоустойчивого битума и мелкофракционного щебня), низких темпов строительства, высокой стоимости импортной техники (т. к. собственное оборудование еще не производилось) и других проблем. Эти трудности привели к тому, что в СССР начало развиваться собственное направление литьевой технологии, основанное на использовании метода вибролитья и применении более жестких литых смесей.
В странах Европы литой асфальт широко стал применяться с середины 20 века. В США литой асфальт приготовленный с использованием нефтяных битумов впервые применили в 1876 году. Наиболее широкое распространение литьевая технология получила в Германии, где существует большое количество современных заводов производящих оборудование для приготовления, транспортирования и укладки литых смесей.
Сегодня в мире существует множество организаций деятельность которых связана с разработкой стандартов, технической документации, новых рецептур и составов для литого асфальта, крупнейшими из которых являются:
- IMAA (International Mastic Asphalt Association) — Международная ассоциация производителей литого асфальта.
- EMAA (European Mastic Asphalt Association) — Европейская ассоциация производителей литого асфальта.

Асфальтобетон литой: особенности строительства
Укладка литого асфальтобетона
Асфальтобетон литой — это строительный материал, изготовленный по литьевой технологии на основе битумного вяжущего, минерального порошка, песка, щебня и специальных поверхностно активных добавок. Литая асфальтобетонная смесь готовится в смесителях принудительного действия путем смешивания в определенных пропорциях, нагретых до определенной температуры заполнителей и нефтяного битума.
Содержание статьи
- Общая информация
- Классификация и основные характеристики
- Материалы
- Крупные заполнители — щебень
- Мелкий заполнитель — песок
- Минеральный порошок
- Битум
- Черненый щебень
- Технология производства и укладки литого асфальта
- Производство
- Укладка асфальта
- Устройство финишного покрытия из черного щебня
Общая информация
Литые асфальтобетонные смеси обладают высокой подвижностью, поэтому легко распределяются по поверхности, и при рабочей температуре в 220°С укладываются в конструкцию дороги без уплотнения. С понижением температуры, данный материал затвердевает, образуя при этом прочное трещиностойкое и водонепроницаемое покрытие (см. видео в этой статье).
С понижением температуры, данный материал затвердевает, образуя при этом прочное трещиностойкое и водонепроницаемое покрытие (см. видео в этой статье).
Асфальтобетоны, изготовленные с применением литой технологии, достаточно широко применяются при устройстве следующих видов дорожных покрытий:
- автомобильных дорог;
- городских улиц и площадей;
- мостовых сооружений;
- аэродромов;
- тоннелей;
- закрытых и открытых автостоянок;
- также используются для проведения ямочного ремонта дорожных конструкций.
Классификация и основные характеристики
Литые композиты отличаются друг от друга свойствами, фазовым составом асфальтобетонного вяжущего, количеством и качеством исходных минеральных компонентов, а также технологией изготовления.
Соотношение содержания компонентов асфальтовых смесей и область их применения, по ТУ на литой асфальтобетон, представлены в таблице ниже:
Состав литого асфальтобетона
В сравнении с классическими битумными растворами литые смеси обладают некоторыми отличительными характеристиками:
- повышенное содержание нефтебитумного вяжущего (11%) и минерального порошка (25%);
- большая вязкость;
- намного выше температура изготовления и укладки (220250°С).

Классификация по маркам
В зависимости от применяемого вяжущего, литые асфальтобетоны могут иметь следующие составы:
- Стандартная смесь, приготовленная с использованием теплоустойчивого не модифицированного битума.
- Полимерасфальтобетон — в качестве основного компонента применяется полимерно-битумное вяжущее.
- Сероасфальтобетон — композитный материал. В качестве вяжущего выступают: модифицированная сера и дорожный битум. Использование технической серы позволяет снизить содержание битума в растворе и несколько уменьшить температуру приготовления.
- Резиноасфальтобетон — в качестве основного наполнителя используется резиновая крошка. Применение данного материала способствует повышению износостойкости покрытия, увеличивает его долговечность, и в ряде случаев, помогает сократить расход щебня.
Преимущества литого асфальтобетона:
- отсутствует необходимость уплотнения укладываемых слоев;
- повышенная коррозионная стойкость, износостойкость, водонепроницаемость;
- повышенная пластичность, содействующая поглощению напряжений;
- высокое сцепление с выше- или нижележащими слоями.

Показатели свойств
Наряду с рассмотренными преимуществами литые асфальтобетонные смеси обладают рядом существенных недостатков:
- высокая цена материала в сравнении с традиционными асфальтобетонами;
- при повышении температуры наблюдается низкая устойчивость пластическим деформациям (гребенка, колея и др.) ;
- невозможность укладки своими руками — устройство покрытий только с применением специальной техники и инструмента;
- высокая паронепроницаемость, что может приводить к образованию вздутий на поверхности укладываемых слоев, особенно при устройстве покрытий на цементобетонных основаниях.
Однако, исходя их многолетнего опыта использования материала, при технологически верно подобранном составе смеси, литой асфальтобетон 50 мм может с успехом выдерживать любые транспортные нагрузки в течении длительного промежутка времени.
Материалы
В зависимости от назначения, технологии укладки и условий эксплуатации покрытия состав литого асфальтобетона может варьироваться в соответствии с предложенной проектной документацией.
Стандартный набор компонентов представлен следующими материалами:
- нефтяной дорожный битум;
- песок;
- щебень или гравий;
- минеральный порошок.
- черный щебень.
Крупные заполнители — щебень
Щебень
Для производства щебня применяются прочные, морозостойкие горные породы или доменные металлургические шлаки. Прочность природных сырьевых материалов должна соответствовать 100–120 МПа, а пористых доменных шлаков более 80–100 МПа. Несколько пониженные требования к доменным шлакам компенсируются их хорошим сцеплением с вяжущим.
Щебень для литых смесей должен иметь остроугольную форму (куб, тетраэдр и пр.). Содержание плоских (лещадных) зерен ограничено 15%.
Подсказки: содержание пылеватых и глинистых частиц, в общем объеме заполнителя, не должно быть более 1%.
Требования, предъявляемые к щебню
Мелкий заполнитель — песок
Песок
Песок для приготовления литых асфальтобетонов получают путем дробления горных пород или кристаллических доменных шлаков. В зависимости от исходного материала, дробленый песок делят на два типа — марки 400 и 800.
В зависимости от исходного материала, дробленый песок делят на два типа — марки 400 и 800.
Для производства первого вида применяют породы с прочностью не ниже 40 Мпа, второго — с прочностью более 80 Мпа. По фракциям — это средне- и крупнозернистые пески.
Подсказки: для обеспечения однородности асфальтобетонной смеси, мелкие заполнители, применяемые для приготовления раствора, должны быть постоянного (одинакового) зернового состава.
Характеристики песков и отсевов дробления, в зависимости от вида, марки и типа асфальта, должны соответствовать табличным значениям (см. фото).
Требования к составу песка
Минеральный порошок
Данный материал является одним из главных структурирующих составляющих асфальтобетона.
Основное назначение порошка как наполнителя — это перевод нефтяного битума из объемного состояния в пленочное. Тем самым увеличивается вязкость и прочность структуры горячей литой смеси.
Минеральный порошок
Вместе с дорожным битумом минеральный структурирующий порошок образует качественную дисперсную систему, которая выполняет функции единого связывающего материала в растворе. Производят минеральный порошок путем размалывания известковых или доломитных пород, битуминозных известняков, а также доменных шлаков.
Производят минеральный порошок путем размалывания известковых или доломитных пород, битуминозных известняков, а также доменных шлаков.
Совместная работа порошка и битума определяется коэффициентом гидрофильности (набухания) порошковой присадки, который обычно равен 1, 25 мм и более. Набухание раствора битума и порошка не должно быть более 2,5%.
В некоторых случаях, в качестве порошковой добавки, допускается применение местных материалов — порошкообразных отходов промышленности (топливная зола, зола-унос, отходы сахарного производства и др.). Качество этих материалов разнится поэтому, эффект действия и количество определенной добавки необходимо определять опытным путем для каждого конкретного типа смеси.
Минеральный порошок характеристики
Битум
Класс и марку жидкого или вязкого битума подбирают в зависимости от типа асфальтобетона, категории дороги, климатических условий, действующих в определенных районах строительства.
Битум
Для производства литых горячих смесей следует использовать дорожные битумы согласно ГОСТ 22245-90. Остальные технические характеристики представлены в таблице ниже.
Остальные технические характеристики представлены в таблице ниже.
Битумы для литых асфальтобетонов требования
Черненый щебень
Для повышения износостойкости, улучшения сцепления колес автомобиля с дорожным покрытием, поверхность из литого асфальтобетона покрывают черным щебнем.
Черный, обработанный щебень
Это материал, получаемый методом смешивания и горячей пропитки, в специальной установке, щебня из вулканических или осадочных пород органическим вяжущим.
Для чернения щебня применяются смесительные агрегаты непрерывного или периодического действия. Вид вяжущего выбирают с учетом технологических особенностей конкретного типа дороги.
Технология приготовления заключается в сушке и нагреве щебня с одновременным разогревом вяжущего. Рекомендуемая температура приготовления указана в таблице.
Температура нагрева материалов
Температурный режим процесса зависит от условий обработки и типа органического вяжущего. При теплой и сухой погоде (выше 10°С) руководствуются нижним пределом температуры (таблица), при температуре ниже 10°С — верхним.
Объем органического вяжущего для обработки щебня назначают согласно данных представленных в таблице ниже.
Ориентировочный расход вяжущего
Технология производства и укладки литого асфальта
Завод по производству литого асфальта
Литая технология основывается на применении в качестве вяжущих вязких сортов нефтяных битумов.
Поэтому, приготовление смеси происходит под действием сравнительно высоких температур:
- температура битума — 160—180°С;
- минеральные заполнители нагревают до 190—240°С;
- температура готового асфальта составляет 200—220°С.
Литой способ производства асфальтобетона исключает его изготовление в местах укладки смесей, поскольку весь процесс требует точного соблюдения температурного режима.
Рекомендуемая температура
Производство
Принципиальная схема производства литого асфальта
Технологическая инструкция приготовления литого асфальтобетона:
- Холодные и влажные минеральные материалы, в расчетных соотношениях, загружают в агрегат питания, откуда при помощи наклонного транспортера сырье поступает в сушильный барабан. Там его просушивают и доводят до рабочей температуры.
- Нагретые компоненты подаются элеватором в сортировочное устройство.
- Разделенные на фракции песок и щебень через бункеры, предназначенные для горячего материала, следуют в дозаторы и по окончанию взвешивания загружаются в смесительный агрегат.
- Холодный минеральный структурирующий порошок доставляется элеватором в нагреватель, где вещество сушится и нагревается до оптимальной рабочей температуры, после этого поступает в расходный бункер.
- Осажденная в пылеуловителях пыль (отходы производства) подается в сортировочный агрегат, где дозируются и смешивается с песком и минеральным порошком.
- Горячий битум из нагревателя поступает в смесительный агрегат, где дозируется и подается в бункер к остальным компонентам.
- В главном смесителе осуществляется перемешивание всех составляющих.
- После этого готовая продукция отгружается в специальные транспортные средства (кохеры), оборудованные котлом-термосом или резервуаром, снабженным системой обогрева и перемешивания материала в момент доставки потребителю.
 Там его просушивают и доводят до рабочей температуры.
Там его просушивают и доводят до рабочей температуры.
Машина—кохер
Укладка асфальта
Строительство покрытий из литых асфальтобетонных смесей необходимо выполнять в сухую и теплую погоду при температуре не ниже 5°С. Асфальтобетон в момент укладки должен иметь температуру 185—235°С, в зависимости от технологических условий и типа битумного вяжущего.
Покрытие из литых смесей
Работы по укладке литого асфальта проходят в следующей последовательности:
- подготовительные работы;
- разгрузка асфальтобетона;
- укладка;
- распределение и прессовка черного щебня.
Устройство покрытий при помощи асфальтоукладчика:
- К установленному в рабочее положение укладчику подъезжает термос-миксер для перегрузки раствора в бункер агрегата.
- Открывают заслонку термоса, включают шнеки в приемном бункере укладчика и сливают готовый асфальт.
- После загрузки нормируемого количества, начинают укладку.
- Асфальт укладывают со скоростью 1–3 м/мин. Скорость регулируют в зависимости от проектной толщины слоя. По мере расхода материала, оператор добавляет его из рядом стоящего кохера.
- При вынужденной остановке или окончании рабочей смены раствор необходимо полностью выработать или удалить из приемного бункера, а готовое покрытие, в месте будущего стыка, нужно отсечь упорным брусом. В следующую смену: брус снимают, прогревают место стыка и продолжают процесс укладки.

Устройство финишного покрытия из черного щебня
Покрытие черным щебнем
Черный щебень доставляется на объект автосамосвалами под пологом или в специальном изолируемом контейнере. Материал в момент распределения должен иметь температуру минимум 100°С.
Щебень укладывается способом рассева из расчета 10–15 кг/м2 по горячему основанию с рекомендуемой температурой 140—180°С. Материал может распределяться как вручную, так и механизированным способом (прицепной щебнераспределитель).
Материал может распределяться как вручную, так и механизированным способом (прицепной щебнераспределитель).
Щебнераспределитель
Асфальт | Американское литейное общество
Что такое горячая асфальтобетонная смесь?
Асфальт является наиболее широко используемым материалом для мощения на автомагистралях и дорогах страны, покрывая более 94% тротуаров, что составляет более 2 миллионов миль. Асфальтовое покрытие также используется во многих других областях строительства с более низкими требованиями к несущей способности, таких как автостоянки, велосипедные дорожки и теннисные корты. Асфальт, технически известный как «асфальтобетон» или «битумобетон», производится как на стационарных, так и на переносных асфальтобетонных заводах, расположенных в большинстве населенных пунктов или рядом с ними. Горячая асфальтовая смесь (HMA) представляет собой смесь крупных и мелких заполнителей и битумного вяжущего, которую нагревают, укладывают и уплотняют.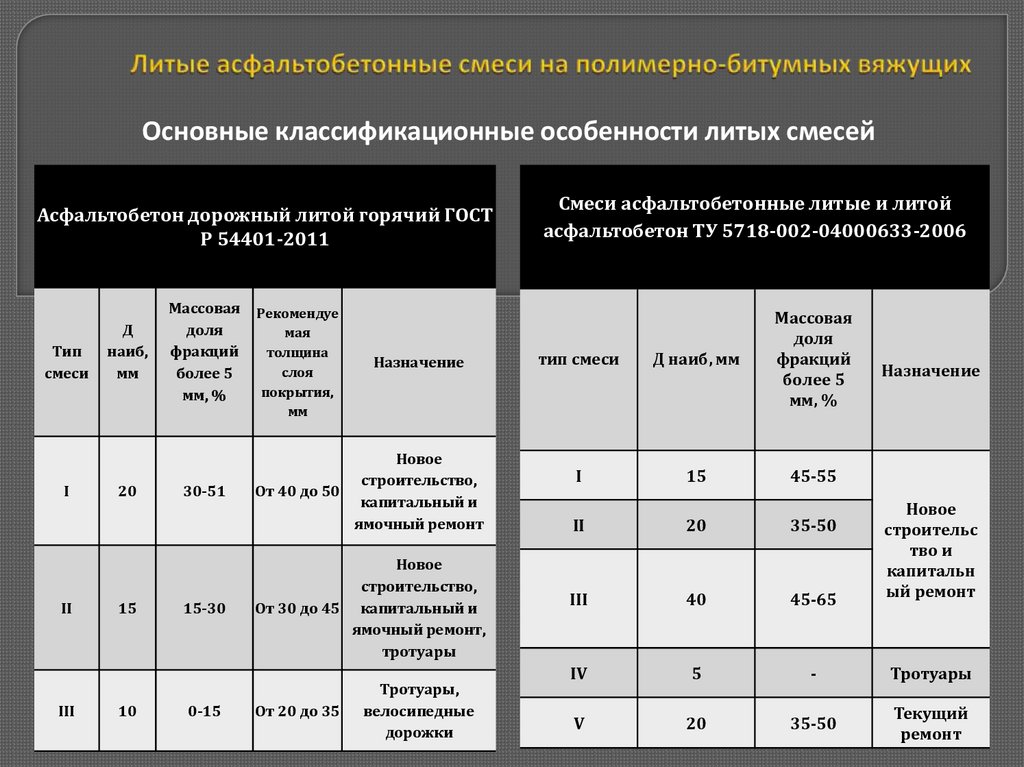 HMA является наиболее распространенным методом производства асфальта, хотя подрядчики по асфальту изучают возможность использования теплой асфальтобетонной смеси для снижения энергопотребления. Большинство покрытий HMA состоят из двух слоев, нижний слой обеспечивает поддержку верхнего слоя, известного как поверхностный слой.
HMA является наиболее распространенным методом производства асфальта, хотя подрядчики по асфальту изучают возможность использования теплой асфальтобетонной смеси для снижения энергопотребления. Большинство покрытий HMA состоят из двух слоев, нижний слой обеспечивает поддержку верхнего слоя, известного как поверхностный слой.
Как литейный песок используется в горячей асфальтовой смеси?
Формовочный песок успешно используется в качестве мелкого заполнителя в HMA в течение многих лет как в государственных, так и в частных проектах HMA. Производители HMA часто могут сэкономить деньги, используя формовочные пески вместо первичных. Формовочным песком можно заменить до 30% всей смеси заполнителей. Чтобы соответствовать государственным спецификациям DOT по асфальту, которые обычно предназначены для дорог с большим объемом движения, более распространен состав смеси в диапазоне 10-15%. Были проведены обширные исследования, чтобы показать, что формовочные пески соответствуют федеральным требованиям Superpave. В качестве крупного заполнителя в ГМА также используется шлак литейного производства черных металлов.
В качестве крупного заполнителя в ГМА также используется шлак литейного производства черных металлов.
Как работает горячая асфальтобетонная смесь с литейным песком?
В целом, испытания смесей ТМА, содержащих формовочный песок, показали такие же или лучшие результаты, чем смеси, приготовленные с природными песками. Некоторые формовочные пески показали улучшенную влагостойкость, а также повышенную устойчивость к колееобразованию. DOT штата Пенсильвания разрешает использование 8-10-процентного формовочного песка в HMA. Департамент транспорта Мичигана и Теннесси также разрешил замену литейного песка в количестве 10%. Смеси для более гладких поверхностей, таких как теннисные корты, успешно включают до 30% заполнителя из литейного песка. ASTM разрабатывает стандарт для использования литейного песка в HMA.
Какие технические проблемы связаны с литейным песком в горячей асфальтовой смеси?
Стандартные смеси для проектирования асфальта могут быть использованы для проектирования HMA, содержащего формовочный песок. Литейный песок, как правило, мельче, чем обычные пески с насыпью, и может иметь более высокое содержание мелких частиц. Содержание мелких частиц обычно является ограничивающей характеристикой того, какой процент мелкого заполнителя может быть заменен формовочным песком. Производители асфальта должны использовать пробные партии с местным источником формовочного песка, чтобы скорректировать состав смеси. Связанные глиной формовочные пески (зеленые пески) могут быть более чувствительными к влаге. Имеются некоторые данные, свидетельствующие о том, что некоторые формовочные пески увеличивают возможность вскрышных работ. Производителям HMA следует рассмотреть возможность проведения иммерсионного теста Маршалла для оценки способности смеси литейного песка к отделению и, при необходимости, добавить агент, препятствующий отделению слоя, такой как известь. Было обнаружено, что один тип формовочного песка (вяжущее на основе силиката натрия) ухудшает общие характеристики асфальта, но на большинство формовочных песков эта проблема не влияет.
Литейный песок, как правило, мельче, чем обычные пески с насыпью, и может иметь более высокое содержание мелких частиц. Содержание мелких частиц обычно является ограничивающей характеристикой того, какой процент мелкого заполнителя может быть заменен формовочным песком. Производители асфальта должны использовать пробные партии с местным источником формовочного песка, чтобы скорректировать состав смеси. Связанные глиной формовочные пески (зеленые пески) могут быть более чувствительными к влаге. Имеются некоторые данные, свидетельствующие о том, что некоторые формовочные пески увеличивают возможность вскрышных работ. Производителям HMA следует рассмотреть возможность проведения иммерсионного теста Маршалла для оценки способности смеси литейного песка к отделению и, при необходимости, добавить агент, препятствующий отделению слоя, такой как известь. Было обнаружено, что один тип формовочного песка (вяжущее на основе силиката натрия) ухудшает общие характеристики асфальта, но на большинство формовочных песков эта проблема не влияет.
Существуют ли какие-либо конкретные вопросы ОК/КК, о которых должны знать поставщики или конечные пользователи?
Формовочный песок, используемый для HMA, должен быть очищен от посторонних примесей и просеян по размеру зерна. Для смесей, содержащих формовочный песок, следует использовать те же процедуры полевых испытаний, что и для обычных смесей HMA. Смеси следует отбирать в соответствии с AASHTO T 168 и проверять на удельный вес в соответствии с ASTM D2726 и плотность на месте в соответствии с ASTM D2950.
Существуют ли какие-либо экологические проблемы, связанные с использованием литейного песка в горячей асфальтобетонной смеси?
Обширные исследования формовочного песка были проведены в HMA, включая крупномасштабное исследование, финансируемое Министерством энергетики США. Ни один из них не показал какого-либо потенциального ущерба окружающей среде от добавления формовочного песка для железа или алюминия в HMA. Ряд исследований показал, что формовочные пески для железа и алюминия являются безопасными заменителями первичных песков в строительстве.
Добавить комментарий