Ремонт гидромолота: Ремонт гидромолота «Традиция-К»!
Ремонт гидромолота «Традиция-К»!
Содержание:
Ремонт гидромолота
В процессе эксплуатации гидромолотов могут случаться различного рода отказы в работе, что приводит к необходимости выполнения ремонтных или наладочных работ. Вероятность отказов увеличивается при несоблюдении требований и рекомендаций руководства по эксплуатации. Влияют также конструктивные особенности, материалы и технологии производства. В простейших случаях ремонт может быть выполнен на строительной площадке, но в ряде случаев ремонт требуется осуществить в условиях мастерских, которые располагают необходимым технологическим оборудованием и квалифицированными кадрами.
Встречаются случаи, когда владельцу не удается запустить гидромолот при его первом включении после установки на экскаватор или экскаватор-погрузчик. Прежде всего стоит проверить правильность подключения к гидромолоту линий питания — «напор», «слив», убедиться, что гидромолот прижат к объекту работы, а его инструмент вдвинут в буксу до упора, проверить величину давления в напорной линии питания, измерить с помощью гидротестера величину подачи гидронасоса базовой машины. Если параметры насосной станции техники соответствуют технической характеристике гидромолота и его подключение к гидросистеме выполнено правильно, то навесное оборудование должно работать, так как каждый экземпляр молота проходит испытания и обкатку на стенде завода-изготовителя.
Если параметры насосной станции техники соответствуют технической характеристике гидромолота и его подключение к гидросистеме выполнено правильно, то навесное оборудование должно работать, так как каждый экземпляр молота проходит испытания и обкатку на стенде завода-изготовителя.
Во время эксплуатации гидромолота все его трущиеся пары подвергаются износу: хвостовик-втулки инструмента, гильза-боёк рабочего цилиндра (или непосредственно корпус цилиндра), золотник-гильза распределителя. На величину износа деталей сильно влияет чистота рабочей жидкости (масла) гидросистемы. При работе на чистом масле детали гидрораспределителя, как правило, работают весь срок службы гидромолота. Так, например, специалистам нашей компании приходилось ремонтировать гидромолоты СП-62, выпущенные 25…30 лет тому назад, гидрораспределители которых не нужно было заменять новыми.
Задиры бойка
Наиболее ответственная и дорогая трущаяся пара гидромолота — это боек-гильза рабочего цилиндра, направляющие втулки, в которых перемещаются штоки бойка. При изготовлении этих деталей предъявляются высокие требования к точности и чистоте обработки сопрягаемых поверхностей. При движении бойка его скорость скольжения относительно поверхностей рабочего цилиндра достигает значений 8…9 м/с. Кроме того, на эти детали действуют ударные нагрузки, которые имеют и радиальную составляющую, на величину которой сильно влияет износ пары инструмент — втулки инструмента.
При изготовлении этих деталей предъявляются высокие требования к точности и чистоте обработки сопрягаемых поверхностей. При движении бойка его скорость скольжения относительно поверхностей рабочего цилиндра достигает значений 8…9 м/с. Кроме того, на эти детали действуют ударные нагрузки, которые имеют и радиальную составляющую, на величину которой сильно влияет износ пары инструмент — втулки инструмента.
В результате всех неблагоприятных воздействий на трущихся поверхностях бойка и сопрягаемых деталей могут возникать грубые задиры, которые приводят к выходу из строя всего молота. Если не очень глубокие задиры образовались только на поршневой части бойка (там нет контактных уплотнений) и зеркале гильзы цилиндра, то такие детали могут быть сохранены при ремонте. Грубые риски можно зачистить шлифованием, не устраняя их на всю глубину, после чего эти детали могут послужить еще достаточно долго. Если повреждены поверхности штоков бойка (задиры или коррозия), то в этом случае при ремонте гидромолота боек подлежит замене, так как поврежденные поверхности, которые уплотняются контактными уплотнениями, выводят из строя эти уплотнения.
При изготовлении нового бойка важно соблюдать необходимые величины зазоров между трущимися поверхностями сопрягаемых деталей. При изготовлении ремонтных гильз рабочего цилиндра, помимо обеспечения высокой чистоты поверхности, следует принять меры по уменьшению коэффициента трения. Снижение коэффициента трения можно обеспечить азотированием поверхностей, насыщением поверхности дисульфитом молибдена и другими физико-химическими видами обработки. Помним, что на нагруженность бойка гидромолота, сменных инструментов и втулок инструмента сильно влияет износ последних.
Осуществляем полный цикл работ по обслуживанию и ремонту гидромолотов.
Записаться на сервис
При большом зазоре между инструментом и его втулками, который появляется вследствие естественного износа, при работе молота продольные оси бойка и инструмента перекрещиваются, и боёк взаимодействует с торцом инструмента своим краем, а не центром. При этом и на боек, и на инструмент действуют дополнительные радиальные силы и изгибающие моменты. Эти силы пропорциональны синусу угла между соответствующими осями. Величина предельно допустимого износа в паре втулка-инструмент обычно регламентируется в руководстве по эксплуатации гидромолота. Часто эксплуатационники не соблюдают эти рекомендации, что, в конце концов, приводит к поломкам самого инструмента, его втулок и даже повреждению бойка. Инструмент или боек могут лопнуть поперек сечения или получить скол в работе соударяющихся торцов.
Эти силы пропорциональны синусу угла между соответствующими осями. Величина предельно допустимого износа в паре втулка-инструмент обычно регламентируется в руководстве по эксплуатации гидромолота. Часто эксплуатационники не соблюдают эти рекомендации, что, в конце концов, приводит к поломкам самого инструмента, его втулок и даже повреждению бойка. Инструмент или боек могут лопнуть поперек сечения или получить скол в работе соударяющихся торцов.
Для уменьшения вредного влияния перекоса осей бойка и инструмента, по нашему мнению, целесообразно на торце инструмента выполнять сферу радиусом, центр которого лежит приблизительно в середине или несколько ниже середины опорной поверхности втулок инструмента. В этом случае контакт бойка и инструмента даже при перекосе осей лежит вблизи центра торца бойка и, следовательно, снижается вероятность скола соударяющихся торцов.
Отрыв шпилек
Еще одним из видов поломок, встречающихся при эксплуатации гидравлических молотов, является отрыв шпилек, стягивающих корпусные детали гидромолота, и шпилек, стягивающих щеки гидромолота, между которыми расположен ударный блок. Сами шпильки сконструированы совершенно правильно: диаметр тела шпильки делается меньше, чем внутренний диаметр резьбы. В этом случае напряжения растяжения, которые возникают в шпильке при ее затяжке и при рабочих нагрузках, принимают наибольшее значение в теле шпильки, а не там, где расположена резьба. Однако обрыв шпилек часто происходит по резьбе в зоне торца гайки. Такое разрушение свидетельствует о том, что в зоне разрушения возникает дополнительное напряжение вследствие местного изгибающего момента. Этот изгибающий момент в свою очередь обусловлен тем, что поверхности, к которым прилегают торцы гаек, не параллельны. Непараллельность стягиваемых поверхностей обусловлена тем, что допуски на отклонение от параллельности сопрягаемых поверхностей всех деталей могут суммироваться. Поэтому при изготовлении всех стыкуемых деталей следует ужесточать допуски и обеспечивать их соблюдение или вводить в конструкцию какие-то компенсаторы, например, применять гайки со сферической поверхностью торца и конические шайбы.
Сами шпильки сконструированы совершенно правильно: диаметр тела шпильки делается меньше, чем внутренний диаметр резьбы. В этом случае напряжения растяжения, которые возникают в шпильке при ее затяжке и при рабочих нагрузках, принимают наибольшее значение в теле шпильки, а не там, где расположена резьба. Однако обрыв шпилек часто происходит по резьбе в зоне торца гайки. Такое разрушение свидетельствует о том, что в зоне разрушения возникает дополнительное напряжение вследствие местного изгибающего момента. Этот изгибающий момент в свою очередь обусловлен тем, что поверхности, к которым прилегают торцы гаек, не параллельны. Непараллельность стягиваемых поверхностей обусловлена тем, что допуски на отклонение от параллельности сопрягаемых поверхностей всех деталей могут суммироваться. Поэтому при изготовлении всех стыкуемых деталей следует ужесточать допуски и обеспечивать их соблюдение или вводить в конструкцию какие-то компенсаторы, например, применять гайки со сферической поверхностью торца и конические шайбы.
Виды ремонта гидромолота
Ремонт гидромолотов можно разделить на текущий ремонт, который часто можно выполнить на месте эксплуатации, ремонт средней сложности и капитальный ремонт. При текущем ремонте выполняется затяжка ослабленных резьбовых соединений, замена поврежденных деталей, некоторых уплотнений или отдельных узлов (гидроаккумуляторов, гидрораспределителей ), если это возможно без полной разборки гидромолота.
Перед выполнением более сложных ремонтов должна выполняться предварительная диагностика. Гидромолот устанавливается на стенде, определяются симптомы неисправностей, места наружных утечек масла, устанавливается, движется ли боек, если наблюдается такое явление.
При необходимости измеряется величина давления масла в напорной линии питания. После этого делаются предположения о причинах отказа или неудовлетворительной работы гидромолота. Далее выполняется разборка гидромолота и дефектовка деталей.
Ремонт средней сложности выполняется в условиях мастерских.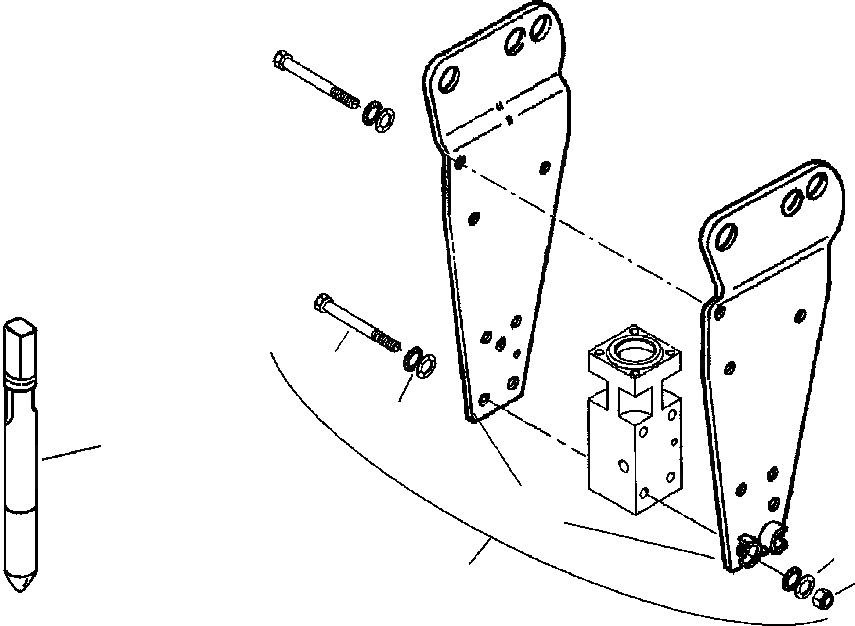 Гидромолот полностью разбирают и заменяют все гидравлические уплотнения, втулки инструмента и пику, зачищают легкие задиры на поршневой части бойка, заменяют поврежденные детали резьбовых соединений. Перед сборкой все детали тщательно промываются, продуваются сжатым воздухом и смазываются. Затяжку резьбовых соединений необходимо выполнить динамометрическим ключом в соответствии с рекомендациями руководства по эксплуатации данной модели молота.
Гидромолот полностью разбирают и заменяют все гидравлические уплотнения, втулки инструмента и пику, зачищают легкие задиры на поршневой части бойка, заменяют поврежденные детали резьбовых соединений. Перед сборкой все детали тщательно промываются, продуваются сжатым воздухом и смазываются. Затяжку резьбовых соединений необходимо выполнить динамометрическим ключом в соответствии с рекомендациями руководства по эксплуатации данной модели молота.
Капитальный ремонт гидромолота выполняется в тех случаях, когда ремонт средней сложности недостаточен для восстановления работоспособности оборудования. При капитальном ремонте гидромолота, как правило, возникает необходимость замены бойка, гильзы рабочего цилиндра (если она предусмотрена конструкцией гидромолота), направляющих втулок, в которых перемещаются штоки бойка. Реже встречаются случаи, когда требуется расточка отверстий в буксе, в которые монтируются втулки инструмента. В этих случаях наружный посадочный диаметр втулок выполняется по фактическому диаметру буксы после ее расточки.
Иногда при капитальном ремонте требуется замена щек, в которых размещается ударный блок гидромолота. Если гидромолот используется на дроблении негабаритов горных пород или разрушении железобетонных конструкций, то его щеки часто ударяются об разрушенный материал. Нижние концы щек сильно изнашиваются, а если в щеках имеются какие-либо отверстия или окна, являющиеся концентраторами напряжений, то при длительной эксплуатации в щеках могут возникать трещины. В некоторых случаях удается отремонтировать щеки путем глубокой разделки трещины и ее заварки. После выполнения ремонта средней сложности или капитального ремонта гидромолот должен быть испытан на стенде.
Видео: Ремонт гидромолота FURUKAWA F100
Компания «Традиция-К» имеет большой опыт в диагностике и ремонте любой сложности гидромолотов различных отечественных и зарубежных моделей (в том числе гидромолотов Delta, Furukawa, Atlas Copco, Impulse, JCB). Качественный ремонт обеспечивается наличием необходимого технического оборудования, высокой квалификацией сервисных специалистов и широким ассортиментом запасных частей на складе компании.
Статья была полезной?
Если после данного обзора у вас все же остались вопросы, недостающую информацию вы всегда можете получить у менеджеров Группы компаний «Традиция».
Задать вопрос специалисту
Если у вас все же остались вопросы, недостающую информацию вы всегда можете получить у менеджеров Группы компаний «Традиция»
Ремонт гидромолота
При эксплуатации гидромолотов случаются различного рода отказы в работе, что приводит к необходимости выполнения ремонта или каких-то наладочных работ. Вероятность отказов увеличивается при несоблюдении требований и рекомендаций руководства по эксплуатации гидромолота. Отказы могут возникать также в зависимости от конструктивных особенностей, применяемых материалов и технологии производства. В простейших случаях ремонт может быть выполнен на стройплощадке, но в ряде случаев ремонт требуется выполнить в условиях мастерских, которые располагают необходимым технологическим оборудованием и квалифицированными специалистами.
Почему гидромолот не работает?
Бывают случаи, когда не удается запустить гидромолот при первом включении после навески его на экскаватор. Прежде всего следует проверить правильность подключения к гидромолоту линий питания — «напор», «слив», убедиться, что гидромолот прижат к объекту работы, а его инструмент вдвинут в буксу до упора, проверить величину давления в напорной линии питания, измерить с помощью гидротестера величину подачи гидронасоса базовой машины. Если параметры насосной станции базовой машины соответствуют технической характеристике гидромолота и его подключение к гидросистеме выполнено правильно, то новый гидромолот должен работать, так как каждый экземпляр гидромолота проходит испытания и обкатку на стенде завода-изготовителя.
Во время эксплуатации гидромолота все его трущиеся пары подвергаются износу: хвостовик инструмента — втулки инструмента, гильза-боёк рабочего цилиндра (или непосредственно корпус цилиндра), золотник — гильза распределителя. На величину износа деталей сильно влияет чистота рабочей жидкости (масла) гидросистемы. При работе на чистом масле детали гидрораспределителя как правило работают весь срок службы гидромолота. Так, например, в нашей компании приходилось ремонтировать гидромолоты СП-62, выпущенные 25…30 лет тому назад, гидрораспределители которых не было необходимости заменять новыми.
При работе на чистом масле детали гидрораспределителя как правило работают весь срок службы гидромолота. Так, например, в нашей компании приходилось ремонтировать гидромолоты СП-62, выпущенные 25…30 лет тому назад, гидрораспределители которых не было необходимости заменять новыми.
Виды ремонта гидромолота
В зависимости от необходимого минимального объема работ для восстановления работоспособности гидромолота его ремонт можно условно классифицировать на текущий ремонт (эконом-класса), средней сложности и сложный капитальный ремонт.
При ремонте эконом-класса заменяются изношенные и поврежденные детали молота, не влияющие на рабочий процесс, то есть детали, не относящиеся к основным деталям гидросистемы молота. К таким деталям можно отнести сменные инструменты, втулки инструмента, различные пальцы, детали крепления, штуцеры для присоединительных шлангов.
При ремонте средней сложности производится диагностика молота на испытательном стенде гидромолота и дефектовка деталей. При этом, если контрштоки бойка не имеют задиров и значительного износа, а на поршневой части бойка есть легкие задиры и риски, а также риски на зеркале рабочего цилиндра, то производится зачистка рисок и полировка этих поверхностей. Целью этой операции является удаление выступов на трущихся поверхностях. Оставшиеся мелкие впадины на зеркале рабочего цилиндра и на поршневой части бойка не оказывают существенного влияния на внутренние перетечки масла между полостями цилиндра, так как эти перетечки происходят только во время взвода бойка, а оставшиеся впадины только увеличивают гидравлические сопротивления перетеканию рабочей жидкости. Кроме того, при ремонте средней сложности заменяются все подвижные и неподвижные уплотнения.
При этом, если контрштоки бойка не имеют задиров и значительного износа, а на поршневой части бойка есть легкие задиры и риски, а также риски на зеркале рабочего цилиндра, то производится зачистка рисок и полировка этих поверхностей. Целью этой операции является удаление выступов на трущихся поверхностях. Оставшиеся мелкие впадины на зеркале рабочего цилиндра и на поршневой части бойка не оказывают существенного влияния на внутренние перетечки масла между полостями цилиндра, так как эти перетечки происходят только во время взвода бойка, а оставшиеся впадины только увеличивают гидравлические сопротивления перетеканию рабочей жидкости. Кроме того, при ремонте средней сложности заменяются все подвижные и неподвижные уплотнения.
Когда необходим капитальный ремонт гидромолота
Капитальный ремонт гидромолота выполняется в тех случаях, когда ремонт средней сложности недостаточен для восстановления работоспособности оборудования. При капитальном ремонте гидромолота, как правило, возникает необходимость замены бойка, гильзы рабочего цилиндра (если она предусмотрена конструкцией гидромолота), направляющих втулок, в которых перемещаются штоки бойка. Реже встречаются случаи, когда требуется расточка отверстий в буксе, в которые монтируются втулки инструмента. В этих случаях наружный посадочный диаметр втулок выполняется по фактическому диаметру буксы после ее расточки.
Реже встречаются случаи, когда требуется расточка отверстий в буксе, в которые монтируются втулки инструмента. В этих случаях наружный посадочный диаметр втулок выполняется по фактическому диаметру буксы после ее расточки.
При сложном ремонте решается вопрос о замене наиболее ответственной детали гидромолота — бойка. Замена бойка выполняется при наличии задиров или следов коррозии контрштоков, при грубых глубоких задирах на поршневой части. Если зеркало рабочего цилиндра имеет задиры, то последние устраняются шлифованием детали, но при этом диаметр рабочего цилиндра не следует увеличивать более чем на 0,5 мм. Может оказаться, что при шлифовании может удалиться упрочненный поверхностный слой металла. В этом случае восстановление необходимых свойств поверхностного слоя рабочего цилиндра возможно с помощью азотирования или эпиламирования. Такая обработка поверхности позволит примерно вдвое снизить коэффициент трения, что увеличивает противозадирные свойства. После восстановления геометрических характеристик рабочего цилиндра: допустимой овальности и нецилиндричности, достижение необходимой величины шероховатости поверхности и ее твердости, измеряется фактический диаметр цилиндра с точностью до 10 мкм. На основе измерений изготавливается новый боек ремонтного размера, обеспечивающего требуемую величину зазора между зеркалом рабочего цилиндра и поршневой частью бойка. Новый боек изготавливается из высоколегированных сталей, обладающих высокой прокаливаемостью и большой ударной вязкостью при высокой твердости. Наружные поверхности бойка шлифуются и полируются. Кроме того, при таком ремонте заменяются направляющие втулки бойка, которые изготавливаются из бронзы или с применением бронзовых вставок.
На основе измерений изготавливается новый боек ремонтного размера, обеспечивающего требуемую величину зазора между зеркалом рабочего цилиндра и поршневой частью бойка. Новый боек изготавливается из высоколегированных сталей, обладающих высокой прокаливаемостью и большой ударной вязкостью при высокой твердости. Наружные поверхности бойка шлифуются и полируются. Кроме того, при таком ремонте заменяются направляющие втулки бойка, которые изготавливаются из бронзы или с применением бронзовых вставок.
Иногда при капитальном ремонте требуется замена щек, в которых размещается ударный блок гидромолота. Если гидромолот используется на дроблении негабаритов горных пород или разрушении железобетонных конструкций, то его щеки часто ударяются об разрушенный материал. Нижние концы щек сильно изнашиваются, а если в щеках имеются какие-либо отверстия или окна, являющиеся концентраторами напряжений, то при длительной эксплуатации в щеках могут возникать трещины. В некоторых случаях удается отремонтировать щеки путем глубокой разделки трещины и ее заварки.
Ремонт средней сложности и капитальный ремонт выполняется в условиях мастерских, оснащенных необходимым технологическим оборудованием. Перед сборкой все старые, новые и отремонтированные детали промываются, продуваются сжатым воздухом и смазываются. Затяжка всех резьбовых соединений должна выполняться динамометрическим ключом в соответствии с рекомендациями руководства по эксплуатации данной модели гидромолота. После заключительных стендовых испытаний гидромолота может быть выполнена финишная операция: грунтовка и окраска гидромолота в специальной покрасочной камере.
Услуги по ремонту гидромолотов и молотов | Строительный экскаватор Гидравлический | Услуги гидравлических отбойных молотков
Ремонт/восстановление гидравлических отбойных молотков/молотов – это наша деятельность.
Компания Hydraulic Breaker Services специализируется на обслуживании гидромолотов и гидромолотов, которые, по мнению ваших местных дилеров, не подлежат ремонту из-за чрезмерного износа, трещин или высокой стоимости.
Являясь ведущей компанией по обслуживанию гидравлических отбойных молотков, мы предоставляем строительной отрасли по всему миру инспекционный анализ, ремонт гидромолотов/молотов, запчасти для гидромолотов, сертифицированные восстановленные гидромолоты (с гарантией!), инструменты для сноса и многое другое. Независимо от того, требуется ли вам профилактическое обслуживание гидромолота или полное восстановление гидравлического молота, мы можем сделать это за вас с удобной доставкой — все это организует служба гидравлических молотов.
Наши высококвалифицированные специалисты обладают знаниями и опытом, чтобы отремонтировать ваш гидромолот и восстановить его полную работоспособность. Для регулярного осмотра и технического обслуживания отправьте нам свой гидромолот для обслуживания самого высокого качества. Имея большой запас сертифицированных восстановленных гидравлических молотов, мы можем предложить замену сердечника для гидравлического молота любой марки или модели. Сэкономьте время и деньги, выбрав один из наших сертифицированных гидромолотов для восстановления от ведущих брендов, таких как гидромолоты CAT, гидромолоты Kent, гидромолоты NPK, гидромолоты Stanley, гидромолоты Tramac, гидромолоты Indeco и другие –
В отличие от других компаний, мы тесно сотрудничаем с нашими клиентами для достижения их строительных целей, когда речь идет о оборудовании для сноса. Мы гордимся тем, что поставляем запчасти, техническое обслуживание, ремонт, сертифицированные восстановленные молоты и услуги инспекционно-анализа для строительных компаний по всему миру. Если вам нужны качественные услуги гидромолотов, обращайтесь к нам.
Мы гордимся тем, что поставляем запчасти, техническое обслуживание, ремонт, сертифицированные восстановленные молоты и услуги инспекционно-анализа для строительных компаний по всему миру. Если вам нужны качественные услуги гидромолотов, обращайтесь к нам.
- Признанный мировой лидер в производстве гидромолотов (продажа запчастей-сервис)
- Сертифицированные восстановленные молотки с гарантией
- Комплексный механический цех с современными станками с ЧПУ
- 25 лет знаний и опыта
- Лучшая служба поддержки клиентов
HBS также предлагает обучение операторов молота на месте!
После одного из наших учебных занятий вы можете ожидать, что ваши операторы будут работать более продуктивно при использовании своего инструмента для сноса. Качественное обучение также позволит вашей компании сократить время простоя и снизить расходы на техническое обслуживание. Позвоните в HBS, чтобы договориться об обучении Hammer по телефону (800) 9. 40-8517.
40-8517.
ПРОГРАММА ОБМЕНА HBS
Примем в любом состоянии. Обменяйте свой гидромолот на один из наших НОВЫХ гидравлических молотов Sandvik Bretec или на один из наших сертифицированных восстановленных отбойных молотков.
Bretect by Sandvik | Rock Breaker
Breaking Technology
Компания Bretec впервые зарекомендовала себя на рынке OEM-производителей гидравлических отбойных молотков еще в 1994 году. Теперь, спустя почти 20 лет после первого удара Bretec, компания Bretec предлагает гидромолоты с глушителем и штифтовыми гидромолотами. Ассортимент Bretec имеет стратегическое расположение, чтобы предлагать конкурентоспособную продукцию хорошего качества и по низкой цене для рынка среднего сегмента.
Все гидромолоты Bretec полностью соответствуют требованиям CE, поставляются Sandvik Mining and Construction Oy и производятся в соответствии со стандартами ISO 9001, ISO18001 и ISO 14001. Процессы контроля качества от завода до места установки гарантируют, что каждый гидромолот Bretec окажет вам положительное влияние в кратчайшие сроки.
Добавить комментарий