Производство моделей для лгм: ЛГМ оборудование (литье по газифицируемым моделям Policast)
Изготовление моделей для ЛГМ в серийном производстве
Изготовление моделей для ЛГМ в серийном производстве изготавливают из вспененного полистирола в две стадии.
На первой стадии гранулы исходного полистирола вспениваются до заданной насыпной массы и выдерживаются в течение определенного времени для созревания.
На второй стадии осуществляется нагрев вспененных гранул в замкнутом объеме пресс-формы. В результате которого происходит формирование модели с заданными технологическими и механическими свойствами.
Однако как первая, так и вторая стадия технологического процесса изготовление моделей для ЛГМ в серийном производстве, включает в себя целый ряд операций. Каждая из которых оказывает существенное влияние на формирование модели надлежащего качества.
Весь технологический процесс изготовления моделей можно разделить на два этапа. Предварительная переработка суспензионного полистирола и и изготовление моделей в пресс-формах.
Содержание:
Л ГМ в серийном и массовом производствах применяется для получения отливок 3-4 классов сложности. Которые характеризуются наличием плоски криволинейных наружных поверхностей, бобышек, фланцев с отверстиями, углублениями сложной конфигурации. Внутренними полостями закрытого и полузакрытого типа с криволинейными поверхностями.
Которые характеризуются наличием плоски криволинейных наружных поверхностей, бобышек, фланцев с отверстиями, углублениями сложной конфигурации. Внутренними полостями закрытого и полузакрытого типа с криволинейными поверхностями.
Традиционными методами литья такие сложные отливки получают с применением одного или нескольких стержней. Получить цельную модель из полистирола для производства таких отливок на модельных автоматах, имеющих, как правило, один разъем, не представляется возможным.
Поэтому сложные модели изготавливают из нескольких частей в пресс- формах с одним разъемом, а затем из них собирают цельную модель при помощи клея или сварке в кондукторе.
В массовом производстве, когда это экономически целесообразно, применяются специальные модельные автоматы. Обеспечивающие разъем модели в двух и более плоскостях.
Наиболее распространенный способ сборки моделей состоит из соединения ее частей при помощи клея. К которому предъявляются следующие требования: клей не должен растворять пенополистирол. При нанесении тонкого слоя на разъем модели он должен обеспечивать прочное соединение. Сравнительно быстро затвердевать и не оставлять коксового остатка после термодеструкции пенополистирола.
При нанесении тонкого слоя на разъем модели он должен обеспечивать прочное соединение. Сравнительно быстро затвердевать и не оставлять коксового остатка после термодеструкции пенополистирола.
Клеи для пенополистирольных моделей применяют двух видов. Жидкие при нормальной температуре. Твердые, которые предварительно расплавляют при температурах 110-140°С и быстро затвердевают при охлаждении. Жидкие быстросохнущие клеи применяются чаще всего при ручной сборке моделей, расплавленные при машинной, а также и при ручной для соединения частей модели с небольшой плоскостью разъема. Для ручной сборки моделей рекомендуется применять клеи, растворителем в которых является быстроиспаряемая основа.
Изготовление моделей для ЛГМ в серийном производстве, качество моделейКачество моделей определяется шероховатостью ее поверхности, размерной точностью, равномерностью структуры пенополистирола, ее объемной плотностью и механической прочностью.
Шероховатость поверхности модели зависит от качества рабочей поверхности пресс-формы.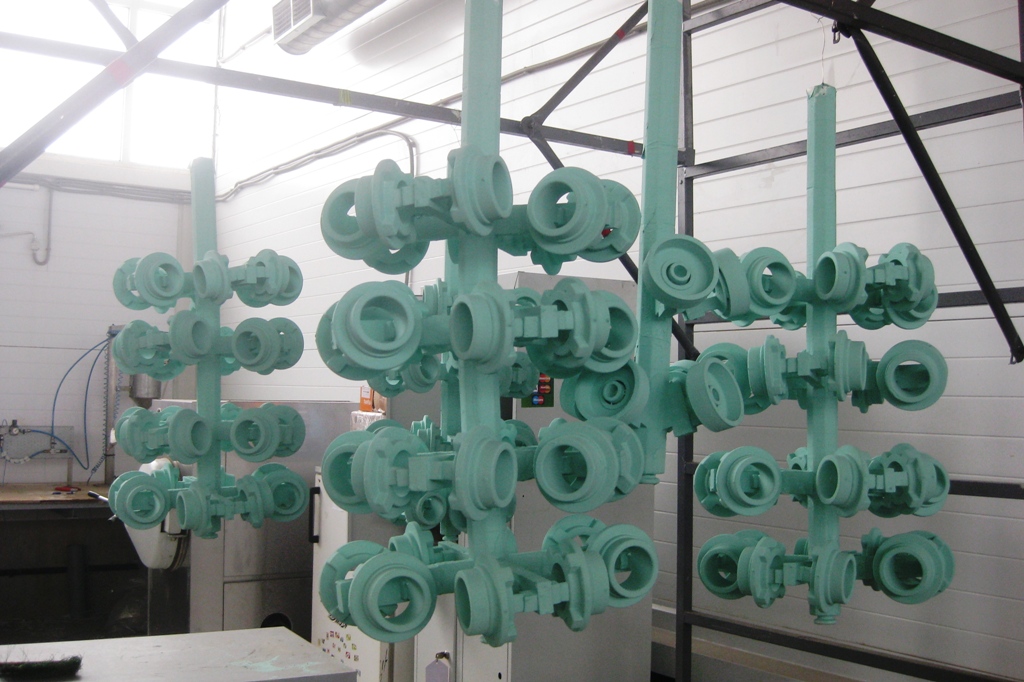 Активности вспененных гранул пенополистирола и термовременных параметров формирования модели в пресс-форме.
Активности вспененных гранул пенополистирола и термовременных параметров формирования модели в пресс-форме.
При нормальной активности гранул, но при недостаточной температуре теплоносителя поверхность модели формируется с четко выраженной гранулометрической структурой с наличием углублений по границам гранул. При применении гранул с низкой активностью и при нормальном тепловом режиме спекания модели в пресс-форме получаются аналогичные результаты.
Обработка гранул в пресс-форме при повышенной температуре теплоносителя приводит к усадке гранул. При этом структура поверхностного слоя модели характеризуется выступами по границам гранул.
При всех этих режимах спекания модели ее поверхность характеризуется высокой шероховатостью. Она не пригодна для получения качественных отливок. Качество поверхности модели при прочих равных условиях зависит от шероховатости рабочей поверхности пресс-формы.
Конструкция пресс-формДля изготовления пресс-форм применяются различные материалы, имеющие высокую теплопроводность, коррозионную стойкость в атмосфере пара и в воде, достаточную механическую прочность и хорошо обрабатываются режущим инструментом.
При изготовлении моделей иным способом, тепловым ударом и в автоклаве пресс-формы изготавливаются, как правило, из алюминиевых сплавов. Заготовками для деталей пресс-форм могут быть как прокат, так и отливки. Чтобы получить качественные модели, желательно применять для изготовления рабочих частей пресс-формы прокат, который имеет достаточную прочность, высокую плотность, хорошую обрабатываемость режущим инструментом.
ЛГМ – Литье по газифицируемым моделям
Станки по деревуСтанки по пластику
Станки по металлу
Станки с ЧПУ CHENcan
ЛГМ – Лить по газифицируемым моделям (Lost Foam Casting process – LFC)
В России этот метод известен как метод литья по газифицируемым моделям или ЛГМ метод. В настоящее время в развитых странах этим методом производится до 30% литья. Метод ЛГМ позволяет производить качественное литье сложных корпусных деталей без использования токсичных смол и материалов и является универсальным как для черных металлов, так и для цветных сплавов. Поэтапное описание технологического процесса ЛГМ приведено ниже:
Поэтапное описание технологического процесса ЛГМ приведено ниже:
Модель
Производство отливок методом литья по газифицируемым моделям начинается с производства моделей будущей отливки из специального литейного полистирола. Предвспененный полистирол задувается в формообразующую полость пресс-формы, где обрабатывается паром. Гранулы полистирола окончательно вспениваются, стенки гранул спекаются, образуя монолитную модель. На участке склейки модели будущих отливок соединяют в кластер (куст) путем склеивания горячим клеем с литниковой системой и чашей, в которую будет производиться заливка металла. Кластер покрывают газопроницаемым антипригарным покрытием на водной основе, которое не дает расплаву взаимодействовать с песком в процессе заливки.
Пример формы для полистирольной модели
Модель из полистирола.
Формовка в песок
Формовка – это засыпка моделей в опоках кварцевым песком с использованием вибростола. Под воздействием горизонтальной и вертикальной вибрации песок становится текучим и заполняет собой все каналы и полости модели. Формовка является важнейшей операцией для обеспечения качества будущей отливки. Важно, чтобы песком были заполнены все каналы и полости будущих отливок, иначе расплав прорвет антипригарное покрытие и уйдёт в песок. После вакуумирования опоки песок приобретает необходимую прочность. Можно приступать к заливке.
Формовка является важнейшей операцией для обеспечения качества будущей отливки. Важно, чтобы песком были заполнены все каналы и полости будущих отливок, иначе расплав прорвет антипригарное покрытие и уйдёт в песок. После вакуумирования опоки песок приобретает необходимую прочность. Можно приступать к заливке.
Заливка
Заливка происходит прямо в полистирольную чашу литника. Расплавленный металл при соприкосновении с полистиролом газифицирует его без остатка и образует отливку, замещая собой полистирольную модель. Газообразные продукты деструкции полистирола проходят через антипригарное покрытие и уходят в песок, а затем в камеру для последующего дожигания органических веществ, содержащихся в них, до углекислого газа. После заливки готовые кластеры остывают в песке, затем извлекаются из опоки вместе с песком. Песок транспортируется в камеру регенерации, откуда попадает опять на участок формовки. Отливки отделяются от литниковой системы и очищаются от антипригарного покрытия.
Преимущества метода LOST-FOAM
Наиболее полно преимущества процесса ЛГМ можно применить в совместной с заказчиком работе над проектом.
- Снижение затрат на производство отливки
Технология LOST-FOAM позволяет объединять несколько отливок в одну, уменьшая при этом долю механической обработки и сокращая количество сборочных операций, за счет чего можно добиться ощутимого снижения металлоемкости конструкции и сокращения затрат на обработку отливки. Кроме того, вспененный в пресс-форме полистирол образует гладкую поверхность будущей отливки, которая повторяется металлом в процессе заливки. Это также снижает затраты на последующую механическую обработку, а иногда вовсе отменяет её. Минимальные литейные уклоны до 1° позволяют добиться максимально точного соответствия габаритов отливки требованиям на чертеже.
- Стабильность качества литья
В процессе формовки пеномоделей, с пресс-формой взаимодействует только пар и полистирол, в отличие, к примеру, от кокильного литья, где кокиль соприкасается с расплавом напрямую. Поэтому считается, что пресс-форма для метода ЛГМ является более долговечной по сравнению с другими методами, и обеспечивает стабильное качество моделей на протяжении всего цикла эксплуатации. Поверхность пресс-формы не деформируется, передавая строгую геометрию отливкам на протяжении всего жизненного цикла.
Поэтому считается, что пресс-форма для метода ЛГМ является более долговечной по сравнению с другими методами, и обеспечивает стабильное качество моделей на протяжении всего цикла эксплуатации. Поверхность пресс-формы не деформируется, передавая строгую геометрию отливкам на протяжении всего жизненного цикла.
- Экологичность
Производство литья по газифицируемым моделям является практически безотходным и требует небольшого количества сопутствующих материалов по сравнению с кокильным литьем и методом литья по выплавляемым моделям. Кроме того практически отсутствуют выбросы токсичных органических веществ в окружающую среду, в производстве не используются вредные смолы и токсичные материалы. Применение технологии LOST-FOAM позволяет идти в ногу со временем, с потребностями рынка, отстаивать конкурентные позиции, расширить свои возможности в освоении новых видов продукции машиностроения.
LGM создает крупномасштабную модель внешнего вида в рекордно короткие сроки с помощью 3D Systems
Для проекта такого масштаба аутсорсинг 3D-печати был ключом к успешной и своевременной реализации.
Когда компания LGM выиграла тендер на поставку маркетинговой модели для базового поселка Сноумасс в Сноумассе, штат Колорадо, она подписала контракт на высококлассную работу с высоким давлением. Заказчику, компании East West Partners, требовалась интерактивная модель внешнего вида размером 10 на 4 фута, которая должна быть готова и установлена вовремя к сезону праздников 2017 года с высокой посещаемостью. В комплекте со светодиодным освещением, управляемым с планшета, подключенным к отдельным блокам, окончательная модель станет неотъемлемой частью продаж и маркетинга. «День Благодарения и Рождество — пиковое время в Сноумассе, поэтому, если мы пропустим эту доставку, наши клиенты упустят потенциальные продажи, а мы не можем этого допустить», — говорит Джейсон Бергхауэр, старший менеджер проектов LGM. Чтобы обеспечить своевременность без ущерба для качества, LGM сотрудничала с 3D Systems, чтобы передать производство моделей на аутсорсинг с помощью высококачественной 3D-печати SLA.
Работа с 3D Systems предоставила LGM доступ к технологии печати SLA с высоким разрешением, а также к высокопроизводительным машинам 3D Systems и опыту постобработки. «Принимая во внимание параметры проекта, я не думаю, что мы смогли бы успешно завершить этот проект без передачи 3D-печати на аутсорсинг компании 3D Systems», — говорит Бергхауэр.
Цифровое текстурирование придавало окончательным отпечаткам вид камня, кирпича или сайдинга по мере необходимости.
Сжатые сроки для высокодетализированного отображения
LGM является одним из ведущих в стране магазинов архитектурных моделей с полным спектром услуг и добилась успеха, производя модели для знаковых проектов по всему миру. Учитывая требования к качеству и срокам для проекта Snowmass Base Village, LGM быстро определила печать SLA как лучший и наиболее целесообразный подход для модели 1 дюйм = 16 футов. «Из-за масштаба, который мы использовали, нам нужна была технология 3D-печати с жесткими допусками», — говорит Бергхауэр.![]() «Из-за некоторых размеров здания нам также требовался доступ к более крупным машинам». Как постоянный сотрудник 3D Systems, LGM связалась с компанией, занимающейся 3D-печатью, чтобы помочь воплотить модель внешнего вида в жизнь с помощью SLA-печати.
«Из-за некоторых размеров здания нам также требовался доступ к более крупным машинам». Как постоянный сотрудник 3D Systems, LGM связалась с компанией, занимающейся 3D-печатью, чтобы помочь воплотить модель внешнего вида в жизнь с помощью SLA-печати.
По словам Патрика Флиге, старшего менеджера проектов в LGM, жесткие допуски, достижимые с помощью SLA, позволили LGM предоставить модель со сложной детализацией, которая соответствовала ожиданиям клиента. «Без SLA уровень детализации и отделки поверхности, которые мы в конечном итоге обеспечили, был бы достижим только при ручном процессе», — говорит Флиге.
При традиционном подходе текстуры и детали добавлялись бы с помощью лазерной резки; Используя цифровой подход с 3D-моделированием и 3D-печатью, LGM смогла значительно сократить ручной труд, необходимый для достижения того же результата. Команда моделирования LGM применила цифровую текстурную штамповку к файлам САПР, чтобы придать окончательным отпечаткам вид камня, кирпича или сайдинга по мере необходимости.
Процесс SLA был полезен для мелких деталей, а также обеспечивал большую долговечность окончательной конструкции благодаря доступным вариантам материалов. «Свойства SLA-печати 3D Systems, подобные ABS, позволили нам уменьшить некоторые элементы деталей, в то же время получив более прочные детали с большей эластичностью, чем мы могли бы получить в противном случае», — говорит Бергхауэр. SLA от 3D Systems может постоянно создавать элементы размером от 0,1 мм до 0,004 дюйма в зависимости от геометрии, ориентации и режима построения. Возможность доступа к более крупным платформам сборки через 3D-системы также была выгодна для LGM, поскольку размеры некоторых окончательных моделей достигали 20 дюймов на 18 дюймов (508 мм x 457 мм).
Что касается масштаба и детализации этого проекта, LGM говорит, что никакая другая методология архитектурного моделирования не была бы применима для достижения ожидаемого качества в отведенное время. Однако скорость была не единственным преимуществом: Бергхауэр говорит, что решение использовать 3D-печать также помогло снизить окончательную стоимость проекта примерно на треть по сравнению с традиционной моделью, вырезанной лазером.
В общей сложности было напечатано около 250 отдельных деталей для учета всех корпусов зданий, экстерьеров и особенностей ландшафта.
Легкий и быстрый оборот
Чтобы создать реалистичные архитектурные модели, LGM обычно накладывает свои модели друг на друга, чтобы имитировать динамические фасады, которые мы привыкли видеть в повседневной жизни. Начиная с предоставленных клиентом данных САПР, LGM полагалась на свой обширный опыт обработки архитектурной геометрии, чтобы отделить определенные элементы деталей в виде отдельных частей для печати. Эти сборки включали такие элементы, как каменные пирсы и колонны, а также то, что LGM называет «легким ядром». Легкая сердцевина состоит из внутренних строительных оболочек и наружных покрытий с промежуточными слоями для оконных импостов, покрытых матовым акрилом. Компания LGM разработала и установила интерактивную систему освещения, управляемую с помощью планшета, с помощью австралийской компании Lightswarm..png)
Свойства SLA от 3D Systems, подобные ABS, позволили изготавливать более прочные детали с более мелкими деталями.
Высококачественная 3D-печать легко интегрируется с внутренней отделкой.
Детали легко интегрировались в последующий процесс LGM, который включал маскировку, аэрографию, покраску и сборку. «Получение готовых к работе деталей значительно сэкономило нам время и стало одной из замечательных вещей, которые помогли нам реализовать этот проект в отведенное нам время», — добавил Бергхауэр.
В то время как 3D Systems печатала заказы на детали, LGM воспользовалась освободившимся графиком, чтобы выполнить другие этапы проекта и сделать больше за меньшее время. Бергхауэр говорит, что LGM, как правило, использует 3D-печать как средство для обеспечения более качественных услуг, более коротких сроков выполнения работ и более качественных и экономичных продуктов. Однако в случае с этим конкретным проектом 3D-печать сыграла более важную роль: «В конце концов, наша способность передать SLA 3D-печать на аутсорсинг позволила окупить этот проект», — говорит Флиге. «Использование услуг 3D Systems позволило нам конкурировать и побеждать».
Однако в случае с этим конкретным проектом 3D-печать сыграла более важную роль: «В конце концов, наша способность передать SLA 3D-печать на аутсорсинг позволила окупить этот проект», — говорит Флиге. «Использование услуг 3D Systems позволило нам конкурировать и побеждать».
Больше похоже на это
LGM производит модели для 3D-печати с помощью Quickparts
Фото: QuickpartesБолее 25 лет LGM поставляет архитектурные модели в основном для элитных жилых и курортных районов. LGM объединяет 3D-печать с областями архитектуры, проектирования и разработки, чтобы обеспечить современную визуализацию и моделирование, позволяя своим клиентам эффективно проектировать, создавать и продавать продукты.
Вызов
LGM имеет большой опыт в создании архитектурных файлов САПР, таких как REVIT, готовых к 3D-печати, и занимается 3D-печатью собственными силами с 2000 года. Крупнейшие и наиболее громкие проекты LGM требуют быстрого выполнения больших отпечатков и высокого уровня точности, детали и отделка поверхности, чтобы добиться того вида, которого ожидают клиенты.
Промышленная 3D-печать SLA обеспечивает правильное сочетание большого размера печати, детализации, стоимости и скорости. Однако, поскольку потребность LGM в печати SLA непостоянна, им нужен был партнер, который мог бы предоставить им большие возможности для высококачественных деталей без капитала и найма, необходимых для внедрения процесса собственными силами.
Решение
С помощью онлайн-системы мгновенного расчета стоимости Quickparts компания LGM может настраивать параметры для своих потребностей в архитектурном моделировании и быстро получать первоначальные оценки стоимости проекта. LGM создает простые массовые модели для проекта и загружает файл 3D CAD для получения предложения.
«После того, как предложение утверждено и окончательный файл готов к работе, Quickparts просто работает с ним и передает нам деталь», — сказал Джейсон Бергхауэр, старший менеджер проектов LGM.
Чарльз Овери, директор LGM, соглашается. «Мы используем Quickparts уже более 14 лет.
Мы сравнивали детали с другими поставщиками, но качество просто не там. Quickparts — важный партнер, на которого мы можем положиться в поставке качественных деталей SLA».
 Мы сравнивали детали с другими поставщиками, но качество просто не там. Quickparts — важный партнер, на которого мы можем положиться в поставке качественных деталей SLA».
Мы сравнивали детали с другими поставщиками, но качество просто не там. Quickparts — важный партнер, на которого мы можем положиться в поставке качественных деталей SLA».«Мы можем отправлять наши 3D-файлы, готовые к печати, и знать, что в ответ мы получим точные, готовые к работе детали, которые каждый раз подключаются непосредственно к нашему процессу», — сказал Джейсон.
Экономия времени и затрат за счет оптимизации процесса 3D-печати для клиентов позволяет им, в свою очередь, оптимизировать время и затраты на проекты для своих клиентов.
«Я рад, что мне не нужно беспокоиться об ориентации сборки и структуре поддержки», — сказал Джейсон. «Было здорово не беспокоиться об этом или снимать все опоры, чтобы очистить деталь и подготовить ее. Я могу использовать свое время в рамках нашего собственного производства, чтобы сосредоточиться на других вещах».
Сравнивая Quickparts с другими компаниями, занимающимися 3D-печатью, Джейсон отметил точность как решающий фактор.
Добавить комментарий