Гост модификация изделия: Модификация изделия – это… Что такое Модификация изделия?
Модификация изделия – это… Что такое Модификация изделия?
- Модификация изделия
14. Модификация изделия
Разновидность изделия из семейства изделий, создаваемая изменением базового изделия с целью расширения или специализации сферы его использования
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Модификация дыхательного аппарата
- модификация информации
Смотреть что такое “Модификация изделия” в других словарях:
МОДИФИКАЦИЯ ИЗДЕЛИЯ — разновидность продукции, создаваемой на основе базового изделия, с целью расширения или специализации сферы его использования … Большой экономический словарь
Изменение (модификация) изделия гражданской авиатехники — Изменение или модификация внесение изменений в конструкцию, конфигурацию, характеристики изделия гражданской авиатехники, в том числе в части воздействия на окружающую среду, или эксплуатационные ограничения этого изделия.

модификация — 3.5 модификация (modification): Изменение конструкции оборудования, которое позволяет осуществить обработку конкретных материалов более эффективным способом, отличающимся от первоначального, или которое позволяет обрабатывать материалы,… … Словарь-справочник терминов нормативно-технической документации
Модификация — Модификация, модифицирование [лат. modification] целенаправленное видоизменение, преобразование чего либо, харастеризующееся появлением новых свойств, признаков. [Ушеров Маршак А. В. Бетоноведение: лексикон. М.: РИФ Стройматериалы. 2009. –… … Энциклопедия терминов, определений и пояснений строительных материалов
МОДИФИКАЦИЯ — (франц. modification от лат. modificatio изменение) 1) внесение прогрессивных изменений, преобразование производства, технологии, производимой продукции, создание улучшенного варианта, новой модели; 2) видоизмененная модель изделия, машины.
… … Экономический словарьмодификация — сущ., ж., употр. сравн. часто Морфология: (нет) чего? модификации, чему? модификации, (вижу) что? модификацию, чем? модификацией, о чём? о модификации; мн. что? модификации, (нет) чего? модификаций, чему? модификациям, (вижу) что? модификации,… … Толковый словарь Дмитриева
МОДИФИКАЦИЯ — (лат. modificatio изменение) 1) преобразование производства, технологии, производимой продукции, внесение прогрессивных изменений, создание улучшенного варианта, новой модели; 2) видоизмененная модель определенного изделия, машины … Энциклопедический словарь экономики и права
Модификация — – преобразование производства, технологии, производимой продукции, внесение прогрессивных изменений, создание улучшенного варианта, новой модели; видоизмененная модель определенного изделия, машины … Коммерческая электроэнергетика. Словарь-справочник
МОДИФИКАЦИЯ — (от лат.
modificatio изменение) 1) внесение прогрессивных изменений, преобразование производства, технологии, производимой продукции, создание улучшенного варианта, новой модели; 2) видоизмененная модель изделия, машина … Профессиональное образование. Словарьмодификация — (франц. modification от лат. modificatio изменение) 1) внесение прогрессивных изменений, преобразование производства, технологии, производимой продукции, создание улучшенного варианта, новой модели; 2) видоизмененная модель изделия, машины … Словарь экономических терминов
 … … Экономический словарь
… … Экономический словарь modificatio изменение) 1) внесение прогрессивных изменений, преобразование производства, технологии, производимой продукции, создание улучшенного варианта, новой модели; 2) видоизмененная модель изделия, машина … Профессиональное образование. Словарь
modificatio изменение) 1) внесение прогрессивных изменений, преобразование производства, технологии, производимой продукции, создание улучшенного варианта, новой модели; 2) видоизмененная модель изделия, машина … Профессиональное образование. СловарьМанжеты резиновые уплотнительные для пневматических устройств ГОСТ 6678 72
Область применения резиновых манжет ГОСТ 6678 72 – уплотнение цилиндров и штоков в пневматических системах различных устройств. Эти РТИ задействуются в основном для комплектации оборудования нефтедобывающих, нефтеперерабатывающих и нефтехимических предприятий, а также в строительной, сельскохозяйственной и горнодобывающей отраслях, в парогенераторах и трубопроводах. Эксплуатационная среда данных манжет представлена газообразными и жидкими веществами, диапазон рабочих давлений составляет 0,005 – 1,0 МПа, пороговые температурные значения -65 до +150°С.
Эксплуатационная среда данных манжет представлена газообразными и жидкими веществами, диапазон рабочих давлений составляет 0,005 – 1,0 МПа, пороговые температурные значения -65 до +150°С.
Изделия не теряют своих рабочих свойств при максимальной скорости возвратно-поступательного движения, равной 1 м/с.
Армированные манжеты выпускают в двух типовых формах – для уплотнения цилиндров (относятся к типу 1) и для уплотнения штоков (входят в тип 2). При этом оба типа, в свою очередь, делятся на модификации в зависимости от состава каучуковых смесей и типов резины.
Ассортимент пневматических уплотнений для цилиндров представлен тремя основными разновидностями:
- модификация 1-160-1 ГОСТ 6678-72;
- модификация 1-100-1 ГОСТ 6678-72;
- модификация 1-032-2 ГОСТ 6678-72.
При этом изделия первых двух модификаций изготавливают из бутадиен-нитрильной резины первой группы, РТИ третьей модификации – из резины 2 группы на основе фторкаучука.
В перечень наиболее востребованных РТИ для уплотнения штоков входят следующие модификации манжет:
- 2-050-2 ГОСТ 6678-72;
- 2-040-1 ГОСТ 6678-72;
- 2-025-1 ГОСТ 6678-72.
РТИ для уплотнения штоков первой модификации изготавливают из резины 2 группы на основе фторкаучука, второй и третей – из бутадиен-нитрильной резины первой группы.
Типоразмеры производимых на сегодняшний день пневматических уплотнительных манжет представлены в таблице.
|
Тип 1 |
|||||
|
1 – 011 – 3 |
1 – 025 – 3 |
1 – 050 – 3 |
1 – 095 – 3 |
1 – 140 – 3 |
1 – 300 – 3 |
|
1 – 012 – 3 |
1 – 028 – 3 |
1 – 056 – 3 |
1 – 100 – 1 |
1 – 160 – 2 |
1 – 320 – 3 |
|
1 – 014 – 3 |
1 – 030 – 3 |
1 – 060 – 1 |
1 – 100 – 3 |
1 – 180 – 1 |
1 – 320 – 3 |
|
1 – 016 – 3 |
1 – 032 – 3 |
1 – 060 – 3 |
1 – 110 – 3 |
1 – 190 – 3 |
1 – 340 – 3 |
|
1 – 018 – 3 |
1 – 036 – 3 |
1 – 063 – 3 |
1 – 125 – 1 |
1 – 200 – 3 |
1 – 360 – 3 |
|
1 – 020 – 3 |
1 – 040 – 3 |
1 – 070 – 3 |
1 – 125 – 3 |
1 – 220 – 1 |
1 – 400 – 3 |
|
1 – 022 – 3 |
1 – 045 – 1 |
1 – 080 – 3 |
1 – 132 – 1 |
1 – 250 – 3 |
1 – 520 – 3 |
|
1 – 025 – 1 |
1 – 045 – 3 |
1 – 090 – 3 |
1 – 140 – 1 |
1 – 280 – 3 |
|
|
Тип 2 |
|||
|
2 – 006 – 3 |
2 – 018 – 3 |
2 – 040 – 1 |
2 – 080 – 3 |
|
2 – 008 – 3 |
2 – 020 – 3 |
2 – 040 – 3 |
2 – 090 – 3 |
|
2 – 009 – 3 |
2 – 022 – 3 |
2 – 045 – 3 |
2 – 100 – 3 |
|
2 – 010 – 3 |
2 – 025 – 3 |
2 – 050 – 3 |
2 – 110 – 1 |
|
2 – 012 – 3 |
2 – 028 – 3 |
2 – 056 – 3 |
2 – 125 – 3 |
|
2 – 014 – 1 |
2 – 032 – 3 |
2 – 060 – 3 |
2 – 140 – 3 |
|
2 – 014 – 3 |
2 – 036 – 1 |
2 – 063 – 3 |
2 – 200 – 3 |
|
2 – 016 – 3 |
2 – 036 – 3 |
2 – 070 – 1 |
|
Условные обозначения манжет расшифровываются следующим образом: первая цифра – тип изделия, следующие три цифры – диаметр цилиндра или штока (в миллиметрах), последняя цифра – группа резины.
Внесение конструкторских данных в проектное решение и их модификация в задачах геометрического моделирования | Цыганков
Введение
В условиях возрастающей роли информационных технологий (в частности, геометрического моделирования) в производственном процессе системы автоматизированного проектирования (САПР) стали неотъемлемым инструментом инженера для решения технических задач на этапе опытно-конструкторских работ. Результатом внедрения САПР является повышение эффективности накопления, систематизации и унификации проектных решений, что также отражается на качестве их повторного использования [1].
Повторному использованию проектных решений на этапе проектирования посвящено множество работ [2], его актуальность и важность в производственном процессе не вызывает сомнений. Одним из способов повторного использования является модификация – изменение наиболее близкого по конструктивному исполнению проектного решения [3] в рамках, определяемых его функциональным назначением. Такой процесс является типовым [4] для всех современных САПР (при представлении проектных решений в виде электронных 3D-моделей), однако требует временных и трудовых затрат. Дополнительной сложностью является невозможность закладывания смыслового содержания в проектное решение в рамках базового функционала САПР, что приводит к возникновению ошибок в его геометрии и структуре в процессе модификации. Иными словами, отсутствуют механизмы, способные обеспечить сохранение конструктивно-функциональной целостности проектного решения до и после модификации; такой механизм был разработан авторами в рамках собственного подхода.
Такой процесс является типовым [4] для всех современных САПР (при представлении проектных решений в виде электронных 3D-моделей), однако требует временных и трудовых затрат. Дополнительной сложностью является невозможность закладывания смыслового содержания в проектное решение в рамках базового функционала САПР, что приводит к возникновению ошибок в его геометрии и структуре в процессе модификации. Иными словами, отсутствуют механизмы, способные обеспечить сохранение конструктивно-функциональной целостности проектного решения до и после модификации; такой механизм был разработан авторами в рамках собственного подхода.
В качестве примера проектных решений в работе рассматривается класс коаксиальных СВЧ устройств, включающий в свой состав множество различных изделий, таких как соединители, переходы, разъемы, нагрузки и т.д. [5]. Все изделия отличаются конструктивом и назначением, но описываются относительно узкой предметной областью, а также ограниченным перечнем нормативно-технической документации [6], предоставляя широкий творческий простор для конструирования, прежде всего на уровне локальных проектных параметров. Совокупность значений таких проектных параметров определяет конструкцию изделия с различными диапазонами характеристик в плане функциональности, надежности, технологичности и др.
Совокупность значений таких проектных параметров определяет конструкцию изделия с различными диапазонами характеристик в плане функциональности, надежности, технологичности и др.
Модифицируемость изделий уровня «Деталь»
Любая проектируемая деталь (как компонент сборочной единицы / узла), отображаясь в САПР в виде 3D-модели, описывается историей ее построения – последовательностью из n проектных операций (ПО), упорядоченных в так называемое дерево построения, имеющее вид <ПО1, ПО2, …, ПОn>. Одна и та же 3D-геометрия может быть построена множеством различных способов, с совпадением или несовпадением состава ПО и их числа n. На рисунке 1 представлены 3D-модель гайки накидной (компонента соединителя коаксиального) и дерево ее построения. Каждый элемент дерева построения содержит ряд параметров (локальных и ассоциативно связанных с другими элементами), управление значениями которых обеспечивает перестраивание результирующего проектного решения.
Рис. 1. Сформированная 3D-модель детали и дерево ее построения
В качестве САПР в настоящей работе используется «Компас-3D».
Сформированная 3D-модель как проектное решение содержит в себе комплект значений всех конструкторских параметров, при этом содержит их неявно, т.е. разработчик устанавливает ассоциативные связи между своим замыслом и функционалом САПР, используя операции и термины последней без возможности их дальнейшего восстановления. Единственной структурой, способной хранить в себе проектные параметры и их значения, является дерево построения 3D-модели [3].
Основная сложность хранения проектных данных, обладающих конструкторским смыслом, заключается в невозможности их ассоциативности с электронной 3D-моделью в рамках базового функционала САПР. По этой причине авторами разработан подход, заключающийся в представлении 3D-модели изделия системой 3D-макрообъектов, типовых для текущей предметной области, каждый из которых является, по сути, классом параметрически заданных шаблонов и описывается набором конструкторских параметров. В зависимости от значений параметров выбирается (за счет программной реализации и/или ветвлений) актуальный шаблон, формирующий на выходе экземпляр 3D-фрагмента, основным и принципиальным отличием которого является фиксированная конструктивно-функциональная специфика в контексте проектируемого изделия (для заданной предметной области). То есть такой объект уже не является абстрактной геометрией, а обладает конструкторским смыслом [7].
В зависимости от значений параметров выбирается (за счет программной реализации и/или ветвлений) актуальный шаблон, формирующий на выходе экземпляр 3D-фрагмента, основным и принципиальным отличием которого является фиксированная конструктивно-функциональная специфика в контексте проектируемого изделия (для заданной предметной области). То есть такой объект уже не является абстрактной геометрией, а обладает конструкторским смыслом [7].
Создание 3D-макрообъектов реализуется структурно-функциональной декомпозицией [8] проектных решений заданной предметной области. Они разделяются по своему типу на конструктивно-функциональную базу (КФБ), задающую основу конструкции будущего изделия, и конструктивно-функциональный фрагмент (КФФ), вносящий вклад в типовое назначение изделия. На рисунке 2 представлено дерево 3D-модели гайки (см. рис. 1) в виде системы 3D-макрообъектов, а также окно ввода значений проектных параметров. Дерево построения содержит одну КФБ и произвольный набор КФФ, а параметры, описывающие КФБ, являются исходными ко всем КФФ.
Рис. 2. Дерево построения 3D-модели как система типовых макрообъектов
Часть проектных параметров задается вводом значений при наличии таких ограничений, как минимальное, максимальное, недопустимое значения; другая часть – выбором значений из предварительно заданного дискретного ряда. Выделение параметров и последующая установка ассоциативных связей и параметризация на их основе 3D-макрообъекта производятся алгоритмически – в процессе программной реализации. Макрообъект (МкОб) формально представляется в виде МкОб = <прк1, прк2,…пркn, прв1, прв2,…првn>, где прк – входной параметр, обладающий конструкторским смыслом, прв – внутренний параметр, используемый САПР для построения 3D-геометрии, для которого справедлива запись: првi = φ(прк1,…пркn), i = 1—,m.
После учета ограничений на значения входных параметров необходима проверка конструктивно-функциональной целостности, подразумевающей не только выполнение условий на значения каждого параметра прк, но и их совместную корреляцию, исключающую возможность нарушения исходного конструкторского замысла, заложенного в 3D-геометрию. И только после ее подтверждения формируется 3D-макрообъект.
И только после ее подтверждения формируется 3D-макрообъект.
Номинальные значения проектных параметров задаются в процессе формирования 3D-модели на уровне соответствующих макрообъектов. Далее сформированная конструкция модифицируется путем изменения требуемых параметров, при этом все изменения, касающиеся нескольких макрообъектов, выполняются синхронно, тем самым обеспечивается корректность конструкции на уровне геометрии и заложенного конструкторского замысла. На рисунке 3 представлено конфигурирование 3D-модели гайки (см. рис. 1) по значениям выделенных проектных параметров; несмотря на различия конструкций, все детали обобщаются по признаку их функционального назначения. Очевидно, что подобного уровня автоматизации не достичь в рамках базовой параметризации в САПР.
Рис. 3. Конфигурирование 3D-модели детали по значениям проектных параметров
Модификация проектного решения изменением значений параметров макрообъектов соответствует модульному принципу [9], преимущество которого заключается в унификации типовых элементов, способствуя минимизации временных затрат на формирование нового проектного решения. Модифицируемое проектное решение сохраняет конструктивную корректность (не только геометрии и структуры изделия, но и его смыслового содержания) за счет задаваемой на уровне макрообъекта системы предусловий.
Модифицируемое проектное решение сохраняет конструктивную корректность (не только геометрии и структуры изделия, но и его смыслового содержания) за счет задаваемой на уровне макрообъекта системы предусловий.
Внесение конструкторских данных в проектное решение на уровне 3D-макрообъекта позволяет перейти от терминов САПР к терминам узкой предметной области.
Модифицируемость изделий уровня «Сборочная единица»
Конфигурирование конструкции деталейкомпонент (см. рис. 3) задает вариативность изделий на уровне сборочных единиц (узлов), определяемую диапазоном требуемых характеристик. На рисунке 4 представлена структура и сборочный чертеж разъема из состава коаксиального соединителя (вилки), состоящего из 5 деталей. Такая 3D-сборка является относительно простой (в плане моделирования) и содержит ~10 сопряжений между компонентами.
Рис. 4. Дерево построения (структура) сборочной 3D-модели (подсборки).
Обозначения на чертеже: 1 – корпус, 2 – ободок, 3 – прокладка, 4 – кольцо, 5 – гайка; d – резьба внутренняя, D – резьба внешняя, l – длина участка присоединительного (с резьбой внешней)
Вариативность данной сборочной единицы, вызванная различиями в конструкторских параметрах на уровне ее деталей-компонент, представлена на рисунке 5. Как видно, сборки отличаются конфигурациями деталей «Корпус» (поз. 1) и «Гайка» (поз. 5) и имеют различные присоединительные (к ответной части корпуса) размеры. Локальные параметры, такие как «Тип рифления», «Количество торцевых пазов» и др., задаются на уровне соответствующих деталей. Специальные параметры, такие как «Расстояние от гайки до корпуса» и «Длина участки резьбы» (регламентируются согласно стандарту [6]), описывающие непосредственно сборочную единицу (узел), задаются только через ее дерево построения и впоследствии определяют значения локальных параметров деталей-компонент.
Как видно, сборки отличаются конфигурациями деталей «Корпус» (поз. 1) и «Гайка» (поз. 5) и имеют различные присоединительные (к ответной части корпуса) размеры. Локальные параметры, такие как «Тип рифления», «Количество торцевых пазов» и др., задаются на уровне соответствующих деталей. Специальные параметры, такие как «Расстояние от гайки до корпуса» и «Длина участки резьбы» (регламентируются согласно стандарту [6]), описывающие непосредственно сборочную единицу (узел), задаются только через ее дерево построения и впоследствии определяют значения локальных параметров деталей-компонент.
Рис. 5. Конфигурирование сборочной 3D-модели (подсборки)
Важный аспект заключается в сопряжении компонент сборки не к геометрическим, а к структурным элементам друг друга, что позволяет сохранять корректность конструкции при ее повторном использовании (модификации), включающем изменение исходной геометрии, нивелируя потребность в переопределении всех сопряжений заново. Это актуально при высокой сложности проектируемого узла, так как необходимы значительные временные и трудовые затраты на его формирование, а также при изменении структуры компонентов из-за неизбежного нарушения целостности сборки.
Наибольший интерес в плане автоматизации модифицируемости проектных решений вызывают законченные функциональные единицы по причине возможности управления
их конструкцией, используя проектные параметры верхнего уровня. В качестве примера такой единицы рассматривается соединитель коаксиальный – вилка кабельная типа III «Экспертиза» по ГОСТ 20265-83, на рисунке 6 представлена структура его 3D-сборки: она состоит из 2 подсборок и 6 деталей. Стоит напомнить, что каждый из структурных компонентов сборки представляет собой систему 3D-макрообъектов вида Мод3D = ΣМкОб<прк>j, j = 1, n, комплект значений параметров которых определяет экземпляр (конфигурации) проектного решения. Иными словами, дерево построения сборочной 3D-модели есть система ассоциативно взаимосвязанных параметрических 3D-шаблонов, управляемых значениями исходных проектных параметров.
Рис. 6. Дерево построения (структура) сборочной 3D-модели. Обозначения на чертеже: 1 – разъем (подсборка), 2 – стержень (подсборка), 3 – втулка, 4 – корпус, 5 – цанга, 6 – прокладка, 7 – прижим, 8 – шайба; h – диаметр отверстия под изолятор (оплетку) кабеля, H – диаметр отверстия под внешнюю оболочку кабеля
Данная вилка как конструктивно законченное изделие в соответствии со стандартом [6] описывается такими параметрами, как «Тип соединителя», «Тип разъема», «Марка кабеля» и др. , являющимися «верхнеуровневыми», так как описывают не локальную геометрию, а итоговую конструкцию в плане ее функционального назначения. Экземпляр проектного решения в виде сборочной 3D-модели вилки и часть его конструкторских параметров представлены на рисунке 7. Как видно, параметр «Марка кабеля» определяет конструкцию на уровне двух компонент: втулки (поз. 3, размер H) и цанги (поз. 7, размер h), в то время как первые два параметра определяют параметры и структуры практически всех компонент.
, являющимися «верхнеуровневыми», так как описывают не локальную геометрию, а итоговую конструкцию в плане ее функционального назначения. Экземпляр проектного решения в виде сборочной 3D-модели вилки и часть его конструкторских параметров представлены на рисунке 7. Как видно, параметр «Марка кабеля» определяет конструкцию на уровне двух компонент: втулки (поз. 3, размер H) и цанги (поз. 7, размер h), в то время как первые два параметра определяют параметры и структуры практически всех компонент.
Рис. 7. Проектное решение в виде сборочной 3D-модели
Экземпляры проектных решений, формируемые из единого дерева построения сборочной 3D-модели, отличаясь значениями конструкторских параметров и, как следствие, структурой, обобщаются до уровня класса семантического подобия, т.е. подобия по конструктивному исполнению и функциональному назначению. Унификация и систематизация проектных решений на основе такого уровня подобия является верхним уровнем абстракции и не реализуется в стандартном функционале САПР.
Сформированное проектное решение в виде сборочной 3D-модели функционального узла впоследствии предоставляет возможность для автоматизированной генерации отдельных 2D-фрагментов, компилирующих информационные образы типовых 3D-макрообъектов с отображением исполнительных размеров, позиционных обозначений и иной информации, которые после ручной доработки представляют собой полноценный конструкторский документ, соответствующий ЕСКД.
Заключение
Конфигурирование сборочных 3D-моделей узлов по функциональным параметрам в рамках единого класса позволяет повысить эффективность автоматизации при повторном использовании проектных решений в задачах геометрического моделирования за счет сохранения заложенного в исходное решение конструкторского замысла [10]. Устранение ошибок в 3D-геометрии и, как следствие, необходимости ее перестраивания позволяют значительно снизить временные и трудовые затраты на формирование проектного решения путем модификации.
Сохранение конструктивно-функциональной целостности проектных решений в процессе модификации позволяет создавать библиотеки унифицированных объектов различного уровня с широким диапазоном вариативности. Такие библиотеки закрепляются за конструкторскими секторами, специализирующимися на узкой предметной области.
Такие библиотеки закрепляются за конструкторскими секторами, специализирующимися на узкой предметной области.
Внесение конструкторских данных в проектное решение и последующая модификация их значений на примере класса коаксиальных СВЧ устройств реализуются разработанным комплексом программных средств [11], выполненным в виде надстройки к САПР «Компас-3D». Дальнейшее развитие предлагаемого подхода связано с интеграцией с CAEсистемой для возможности конфигурирования конструкции изделия по итогам электромагнитного расчета для получения требуемых параметров.
1. Войт Н. Н., Кириллов С. Ю., Бригаднов С. И., Уханова М. Е. и др. Разработка метода формирования библиотек экземпляров проектных решений на базе онтологии для применения концепции повторного использования на производстве // Информационно-измерительные и управляющие системы. 2020. Т. 18, № 1. С. 27–36.
2. Ларссон Я. Важность повторного использования проектных решений // САПР и графика. 2014. № 2 (208). С. 70–73. URL: https://sapr.ru/
Ларссон Я. Важность повторного использования проектных решений // САПР и графика. 2014. № 2 (208). С. 70–73. URL: https://sapr.ru/
3. article/24386 (дата обращения: 30.10.2020).
4. Цыганков Д. Э., Шайхеева Г. Р. Автоматизация модификации механических узлов в CAD-системе // Автоматизированное проектирование в машиностроении: материалы VII Международной научно-практической конференции. Новокузнецк: НИЦ МС, 2019. № 7. С. 93–97.
5. Федоров В. К., Гужевкин К. С., Гвоздарев Р. С. Разработка модификаций базовых моделей изделий РЭС методом внесения изменений в конструкцию аналога // Качество. Инновации. Образование. 2012. № 4 (83). С. 61–63.
6. Джуринский К. Б. Миниатюрные коаксиальные радиокомпоненты для микроэлектроники СВЧ. М.: Техносфера, 2006. 216 с.
Джуринский К. Б. Миниатюрные коаксиальные радиокомпоненты для микроэлектроники СВЧ. М.: Техносфера, 2006. 216 с.
7. ГОСТ 20263-83. Соединители радиочастотные коаксиальные. Присоединительные размеры. М.: Издательство стандартов, 1984. 12 с.
8. Цыганков Д. Э. Методы и средства конструктивно-функционального проектирования механических узлов радиотехнических изделий на основе процессной модели проектной де- ятельности: дис. … канд. техн. наук: 05.13.12. Ульян. гос. техн. ун-т. Ульяновск, 2018. 248 с.
9. Цыганков Д. Э., Похилько А. Ф. Представление проектируемого изделия системой структурно-функциональных элементов // Современные проблемы проектирования, производства и эксплуатации радио- технических систем: сборник научных трудов. Ульяновск: УлГТУ, 2016. С. 250–252.
Ульяновск: УлГТУ, 2016. С. 250–252.
10. Базров Б. М. Модульная технология в машиностроении. М.: Машиностроение, 2001. 368 с.
11. Цыганков Д. Э. Технология структурно-семантического 3D-моделирования в комплекс- ном процессе конструирования // Вестник Концерна ВКО «Алмаз-Антей». 2017. № 4. С. 91–97.
12. Свидетельство № 2019666872. Модуль проектирования соединителей радиочастотных коаксиальных типа III «Экспертиза» по ГОСТ 20265-83: свидетельство о гос. рег. программы для ЭВМ / Д. Э. Цыганков, М. Г. Царев, Г. Р. Шайхеева; заявит. и правообл. Ульян. гос. техн. ун-т. № 2019665973; заявл. 06.12.2019; зарегистр. 16.12.2019; опубл. 16.12.2019, Бюл. № 12. 1 с.
как рассчитать ширину и высоту
Планируя строительство гаража, необходимо еще на стадии проектирования данной постройки продумать размеры ворот и выбрать их конструкцию. Именно точный расчет габаритов проема создаст удобные условия не только въезда автомобиля, но и эксплуатации самих ворот. Производители воротных конструкций для гаража сегодня предлагают большое количество модификаций с учетом разнообразия размеров. Но говорить о стандартах в этом случае не приходится. Почему?
Именно точный расчет габаритов проема создаст удобные условия не только въезда автомобиля, но и эксплуатации самих ворот. Производители воротных конструкций для гаража сегодня предлагают большое количество модификаций с учетом разнообразия размеров. Но говорить о стандартах в этом случае не приходится. Почему?
Стандартизация гаражных ворот
Стандартизация – это установленные нормы или характеристики, которые обеспечивают безопасность пользования изделиями. В этом случае гаражные ворота сложно загнать в определенные рамки, потому что они выбираются с учетом следующих факторов:
- Габаритные размеры самого автомобиля. Если гараж строится под определенную марку авто, то здесь проблем нет. Но кто гарантирует, что через несколько лет не будет куплена другая машина с другими габаритами. При этом всегда есть вероятность, что хозяин автотранспортного средства для удобства эксплуатации установит верхний багажник, поменяет зеркала на большие, проведет тюнинг, который изменит размеры.
- Условия заезда в гараж. Идеально – если въезд будет прямолинейным. В этом случае ворота выбираются по минимальным размерам. Если заезжать придется с узкой улочки с крутым поворотом, то лучше параметры въезда увеличить минимум на полметра.
- Сама конструкция ворот определяет ее размеры. К примеру, подъемно-поворотные модели при открытии снижают высоту въезда за счет полотна, которое располагается под потолком в горизонтальной плоскости. В этом плане распашные модели высоту не занижают. Среди представленных модификаций есть такие, которые при специфичной установке не будут снижать параметры проема. К примеру, установленные классическим способом подъемно-секционные конструкции занизят высоту, а смонтированные в горизонтальном открытии ворота высоту не изменят.

Секционные откатные ворота
Максимальные и минимальные размеры ворот
Чтобы было понятно, о чем идет речь, необходимо ознакомиться с фото ниже, где показаны габаритные размеры грузового автомобиля «Газель». И на основе этой марки показать, как выбираются минимальные и максимальные размеры проема.
И на основе этой марки показать, как выбираются минимальные и максимальные размеры проема.
Габаритные размеры автомобиля «Газель»
Распашные
Когда стоит задача определения высоты проема, то проще всего с распашными воротами. Они должны быть на 20 см выше высоты машины. В нашем случае это: 2171+200=2392 см, с округлением 2400 см или 2,4 м. Это минимальный параметр.
Что касается максимального размера, то все будет зависеть от габаритов груза. Это стандартная величина, равная 4 м. Меньше можно, выше нельзя. Соответственно, если автомобиль «Газель» будет ставиться в гараж в груженом виде, то высота ворот должна быть 4,2 м.
Теперь ширина:
- Если въезд производится прямолинейно, то есть, перпендикулярно стене, то зазор между торцами проема и автомобилем должен составлять 50 см. А это в общем 1 м. Значит, получается в нашем случае: 2513+1000=3513 мм или 3,513 м. Это минимальный показатель.
- Если въезд производится с угловым подъездом, то проем надо увеличить на 1,5 м. То есть, максимальный размер будет составлять: 2,513+1,5=4,013 м.
 То есть, максимальный размер будет составлять: 2,513+1,5=4,013 м.
То есть, максимальный размер будет составлять: 2,513+1,5=4,013 м.Распашые ворота с минимальными размерами
Точно такие же выкладки надо проводить с любой маркой автомобиля. Кстати, что касается легковых машин, то высота проема для них определяется не высотою авто, а ростом человека. Потому что, к примеру, высота автомобиля класса «С» не превышает 1,7 м. То есть, для машины ворота высотою 1,9 м будут достаточны, но для человека высокого роста это не самый комфортный вариант. Поэтому минимальная высота в этом случае – 2,1 м.
Внимание! Если на легковушку будет устанавливаться багажник, то ее высота увеличится на 40 см. Значит, придется учитывать этот показатель, выбирая гаражные ворота. Здесь расчет такой: 1,9+0,4=2,3 м.
Подъемно-поворотные
Эта модель представляет собой цельное полотно в виде щита, которое при открытии поднимается вверх, устанавливаясь горизонтально. При этом полотно будет отстоять от верхнего торца проема на 20-25 см ниже (в зависимости от производителя). Соответственно подсчитать высоту проема гаража надо точно так же, как и в предыдущем случае, только к полученному результату придется добавить обозначенный выше зазор.
Соответственно подсчитать высоту проема гаража надо точно так же, как и в предыдущем случае, только к полученному результату придется добавить обозначенный выше зазор.
В нашем случае с «Газелью» это будет: 2,4+0,2=2,6 м.
Расстояние между полотном и рамой 20-25 см
Подъемно-секционные
Чисто конструктивно такие ворота представляют собой несколько секций, которые соединены между собой петлями. Они поднимаются по направляющим, расположенным по вертикали и горизонтали. При этом полотно складывается под потолком, снижая высоту проема только на толщину панели (секции). А это не более 5 см. То есть, высота проема будет составлять для «Газели» 2,4+0,05=2,45 м.
Проем закрывается сверху только на толщину полотна
Рулонные
Гаражные ворота этого типа можно устанавливать внутри помещения, снаружи или прямо в проеме (здесь имеется в виду барабан, на который наматываются секции конструкции). В двух первых случаях (накладной монтаж) они собой не изменяют параметров въезда, так как барабан устанавливается с таким расчетом, чтобы в наполненном виде он не заслонял собой верхнюю часть проема. В третьем случае (встроенный монтаж) высота сильно уменьшается за счет габаритов подъемного механизма.
В третьем случае (встроенный монтаж) высота сильно уменьшается за счет габаритов подъемного механизма.
Последний показатель производитель обязательно указывает в паспорте изделия. Именно его и надо прибавить к высоте проезда авто.
Варианты установки рулонных воротных конструкций для гаража
Складывающиеся
Этот тип гаражных ворот представляет собой несколько створок, установленных вертикально, которые при открытии складываются в книжку. По сути, высоту проема, как и распашные модификации, они не изменяют, потому что открываются в горизонтальном направлении. Что касается ширины, то здесь расчет ведется с учетом толщины каждой секции, их количества, а также способа открытия.
По последнему фактору ворота разделяются на две группы:
- которые открываются и всей конструкцией собираются вдоль лицевой стены гаража;
- которые собираются в книжку и остаются внутри проема, прижатые к вертикальному торцу перпендикулярно въезду.
Створки складывающихся ворот, расположенные вдоль стены
Именно вторая группа требует точного расчета. Для этого надо измерить толщину каждой створки, к примеру, 5 см. Умножить этот показатель на количество створок, к примеру, по две с каждой стороны, то есть, в общем четыре. Получается 5х4=20 см. К полученному ранее параметру, а это 3,513 м, надо прибавить 0,2 м, получаем 3,713 м. Это и есть минимальная ширина проема для складных ворот, если «Газель» будет заезжать прямо. Если заезд будет производиться с поворотом, то ширина должна быть: 4,013+0,2=4,213 м.
Для этого надо измерить толщину каждой створки, к примеру, 5 см. Умножить этот показатель на количество створок, к примеру, по две с каждой стороны, то есть, в общем четыре. Получается 5х4=20 см. К полученному ранее параметру, а это 3,513 м, надо прибавить 0,2 м, получаем 3,713 м. Это и есть минимальная ширина проема для складных ворот, если «Газель» будет заезжать прямо. Если заезд будет производиться с поворотом, то ширина должна быть: 4,013+0,2=4,213 м.
Створки складных ворот, остающихся внутри проема
Стандартные размеры производителей секционных ворот
Подъемно-секционные модели одни из самых популярных. На рынке они представлены несколькими марками, в каждой из которых свой типоразмер.
DoorHan
Компания DoorHan представлена на российском рынке тринадцатью моделями со стандартными размерами.
| Номер модели | Ширина х высота, мм |
| 1 | 2500х2115 |
| 2 | 2500х2215 |
| 3 | 2500х2390 |
| 4 | 2750х2115 |
| 5 | 2750х2215 |
| 6 | 2750х2390 |
| 7 | 3000х2015 |
| 8 | 3000х2215 |
| 9 | 3000х2515 |
| 10 | 3000х2640 |
| 11 | 2350х2115 |
| 12 | 2350х2390 |
| 13 | 2500х2515 |
Hormann
Этот немецкий производитель известен высочайшим качеством предлагаемых конструкций и гарантированным сроком эксплуатации до 5 лет. При этом компания предлагает свой собственный привод, который работает не на цепи, а на ременной передаче.
При этом компания предлагает свой собственный привод, который работает не на цепи, а на ременной передаче.
На фото ниже в таблице типоразмер секционных гаражных ворот от компании Hormann:
Стандартные размеры марки «Hormann»
Alutech
Белорусские ворота для гаражей Alutech (Алютех) – известный в России бренд. Производитель сегодня предлагает широкую модельную линейку, которая разделена на две группы:
- Для бытовых гаражей.
- Для промышленных.
В первой группе две подгруппы: одна под брендом Classic, вторая Standard. Вот стандартные размеры секционных модификаций первой категории (Классик):
Стандартные размеры Alutech Classic
И стандартные габариты воротных конструкций Alutech Standard:
Размеры категории Алютех Стандарт
Что касается промышленных моделей, то здесь типоразмер огромен, в которых максимальная ширина конструкций доходит до 7 м, а высота до 5,5 м.
Габариты промышленных ворот от компании Алютех
Стандартные требования к автоматическим воротам
Необходимо отметить, что по многим позициям автоматические ворота для гаражей по габаритным размерам ничем не отличаются от ручных. Причина – малогабаритная компоновка приводов и сопутствующих элементов.
В этом плане удобными являются секционные ворота, привод которых располагается на потолке выше воротного полотна. То же самое можно сказать о рулонных конструкциях.
Внимание! Единственный момент – это модели встроенного типа. Они располагаются в проеме, занимая определенное место. Но о них уже был разговор выше, где дан расчет высоты проема с учетом подъемного механизма.
Подъемно-поворотные ворота в этом плане самые неудобные. Особенно надо отметить модели, привод которых располагается прямо на полотне с внутренней стороны. При подъеме он оказывается снизу ворот, уменьшая проем.
Подъемно-поворотные ворота с приводами на внутренней плоскости полотна
Заключение
Решая вопрос выбора размеров ворот для собственного гаража, необходимо заглядывать в будущее. Ведь всегда есть вероятность, что в автомобиль будет заменен. И не факт, что будет приобретена машина той же марки. Поэтому сразу стоит приобрести одну из воротных конструкций стандартного типа, которая пойдет для многих типов автомобилей.
Ведь всегда есть вероятность, что в автомобиль будет заменен. И не факт, что будет приобретена машина той же марки. Поэтому сразу стоит приобрести одну из воротных конструкций стандартного типа, которая пойдет для многих типов автомобилей.
ГОСТ Стандарты для дерева, люмера, деревянных деталей
Стандарты ГОСТ на древесину, люмер, деревянные детали
ГОСТ 11368-89 Компаунды формовочные древесные. Технические условия
ГОСТ 11603-73 Древесина. Метод определения остаточных напряжений
ГОСТ 12431-72 Древесное сырье для древесных прессовых масс. Технические условия
ГОСТ 12457-77 Заготовки деревянные для весел. Технические условия
ГОСТ 13338-86 Древесина модифицированная. Метод определения твердости, временной упругой деформации и остаточной деформации
ГОСТ 13639-82 Детали и изделия из древесины и деревянных материалов.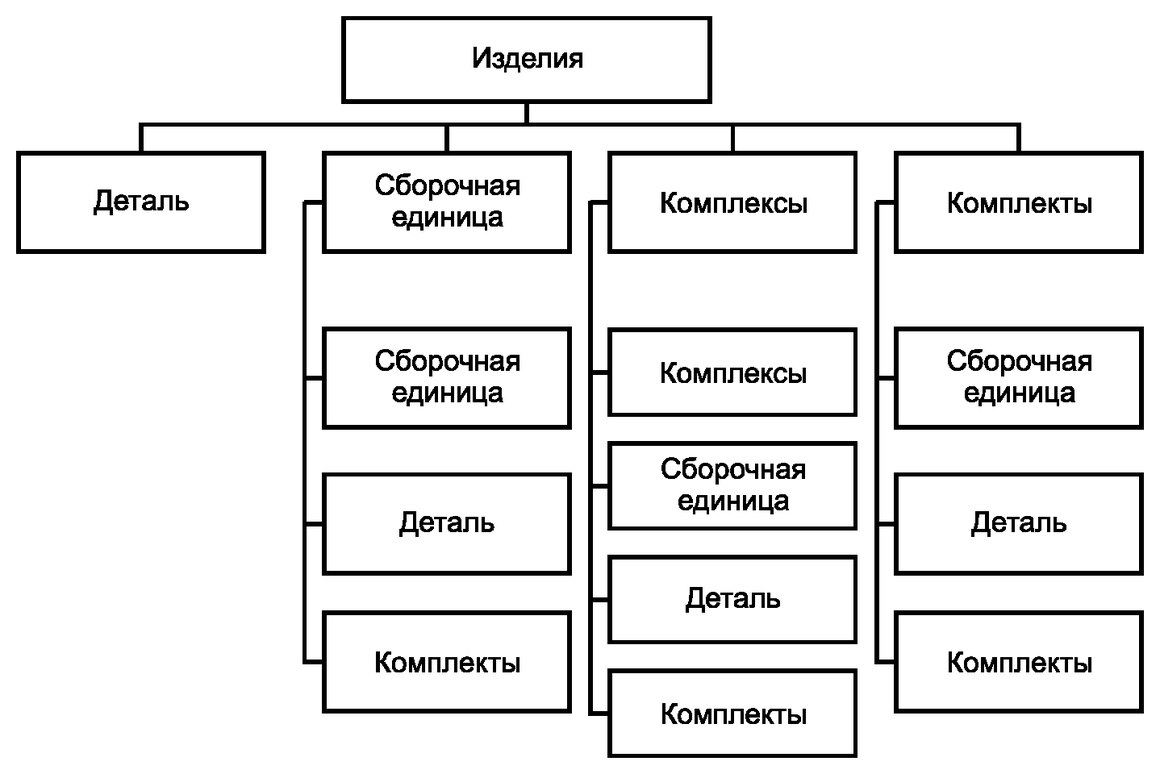 Метод определения толщины прозрачных лаковых покрытий
Метод определения толщины прозрачных лаковых покрытий
ГОСТ 14644-86 Детали и изделия из древесины и деревянных материалов. Метод определения толщины кроющих покрытий
ГОСТ 15612-85 Изделия из древесины и деревянных материалов. Методы определения параметров шероховатости поверхности
ГОСТ 15867-79 Детали и изделия из древесины и деревянных материалов. Методика определения прочности клеевого шва при неравномерном пиллинге облицовочных материалов.
ГОСТ 15876-90 Швы для дерева и изделий из древесных материалов.Технические условия
ГОСТ 16143-81 Детали и изделия из дерева и деревянных материалов. Метод определения блеска прозрачного лакового покрытия
ГОСТ 16361-87 Мука древесная. Технические условия
ГОСТ 16362-86 Мука древесная. Методы испытаний
ГОСТ 16483.0-89 Древесина. Общие требования к физико-механическим испытаниям
ГОСТ 16483.10-73 Древесина. Методы определения предела прочности при сжатии по параллельному волокну
ГОСТ 16483. 11-72 Древесина. Метод определения условного предела прочности при сжатии перпендикулярно волокну
11-72 Древесина. Метод определения условного предела прочности при сжатии перпендикулярно волокну
ГОСТ 16483.12-72 Дерево. Метод определения предела прочности при сдвиге перпендикулярно волокну
ГОСТ 16483.13-72 Древесина. Метод определения предела прочности при резке перпендикулярно волокну
ГОСТ 16483.14-72 Древесина. Методы испытания на набухание
ГОСТ 16483.15-72 Древесина. Метод определения водонепроницаемости
ГОСТ 16483.16-81 Древесина. Метод определения ударной вязкости
ГОСТ 16483.17-81 Древесина. Метод определения статической твердости
ГОСТ 16483.1-84 Древесина.Метод определения плотности
ГОСТ 16483.18-72 Древесина. Метод определения количества годовых колец в 1 см и содержания поздней древесины в годовом кольце
ГОСТ 16483.19-72 Древесина. Метод определения влагопоглощения
ГОСТ 16483.20-72 Метод определения водопоглощения древесины
ГОСТ 16483.21-72 Древесина. Методы испытаний для определения физико-механических характеристик после технологической обработки
ГОСТ 16483. 22-81 Древесина. Метод определения прочности на откол
22-81 Древесина. Метод определения прочности на откол
ГОСТ 16483.23-73 Дерево. Метод определения предела прочности при растяжении по волокнам
ГОСТ 16483.24-73 Древесина. Метод определения модуля упругости при сжатии по волокнам
ГОСТ 16483.25-73 Древесина. Метод определения модуля упругости при сжатии волокон
ГОСТ 16483.26-73 Древесина. Метод определения модуля упругости при растяжении по волокнам
ГОСТ 16483.2-70 Древесина. Метод определения условного предела прочности при локальном сжатии перпендикулярно волокну
ГОСТ 16483.27-73 Вуд. Метод определения модуля упругости при растяжении по волокнам
ГОСТ 16483.28-73 Древесина. Метод определения предела прочности при растяжении по волокну
ГОСТ 16483.29-73 Древесина. Метод определения коэффициентов деформации поперечного сечения
ГОСТ 16483.30-73 Древесина. Метод определения модуля сдвига
ГОСТ 16483.31-74 Древесина. Резонансный метод определения модуля упругости и сдвиговых и декрементных колебаний
ГОСТ 16483. 32-77 Древесина.Метод определения предельной гигроскопичности
32-77 Древесина.Метод определения предельной гигроскопичности
ГОСТ 16483.33-77 Древесина. Метод определения сопротивления вырыванию гвоздя и шурупа
ГОСТ 16483.34-77 Древесина. Метод определения газопроницаемости
ГОСТ 16483.35-88 Древесина. Метод определения набухания
ГОСТ 16483.37-88 Древесина. Метод определения усадки
ГОСТ 16483.3-84 Древесина. Метод определения статической прочности на изгиб
ГОСТ 16483.39-81 Древесина. Метод определения индекса износостойкости
ГОСТ 16483.4-73 Дерево. Методы определения прочности на ударный изгиб
ГОСТ 16483.5-73 Древесина. Методы определения предела прочности на сдвиг параллельно волокну
ГОСТ 16483.6-80 Древесина. Методика выбора модельных деревьев и бревен для определения физико-механических свойств древесных насаждений
ГОСТ 16483.7-71 Древесина. Методы определения влажности
ГОСТ 16483.9-73 Древесина. Методы определения модуля упругости при статическом изгибе
ГОСТ 16838-71 Детали и изделия из древесины и деревянных материалов. Метод определения твердости лакокрасочных покрытий
Метод определения твердости лакокрасочных покрытий
ГОСТ 17823.1-72 Продукция древесной химии. Метод определения кислотного числа
ГОСТ 17823.2-72 Продукция лесохимии. Метод определения йодного числа
ГОСТ 17823.3-80 Продукция лесохимии. Метод определения кислотного числа потенциометрическим титрованием
ГОСТ 17823.4-80 Продукция лесохимии. Методы определения интенсивности окраски
ГОСТ 18407-73 Древесина. Метод оценки электрической прочности при a.c. напряжение
ГОСТ 18408-73 Древесина. Методы оценки электрических сопротивлений при постоянном токе. напряжения
ГОСТ 18610-82 Древесина. Метод полевых испытаний на устойчивость к гниению.
ГОСТ 19720-74 Детали и заготовки из дерева и древесных материалов. Метод определения стойкости лакокрасочных покрытий к действию различных температур.
ГОСТ 20022.0-93 Защита древесины. Параметры защиты
ГОСТ 20022.14-84 Защита древесины. Методы определения влажности перед пропиткой
ГОСТ 20022.1-90 Защита древесины. Термины и определения
Термины и определения
ГОСТ 20022.2-80 Защита древесины. Классификация
ГОСТ 20022.3-75 Защита древесины. Процесс надрезания
ГОСТ 20022.4-75 Защита древесины. Панельный метод пропитки
ГОСТ 20022.5-93 Защита древесины. Обработка под давлением маслянистыми средствами защиты
ГОСТ 20022.6-93 Защита древесины. Способы пропитки
ГОСТ 20349-74 Пластины крепежные и фиксирующие для деревянных литейных моделей. Конструкция и размеры
ГОСТ 20571-75 Древесина модифицированная. Метод определения ударопрочности
ГОСТ 21312-75 Древесина модифицированная.Метод определения давления при набухании
ГОСТ 21313-75 Древесина модифицированная. Метод определения линейного набухания
ГОСТ 2140-81 Видимые дефекты древесины. Классификация, термины и определения, методы измерения
ГОСТ 21523.10-88 Древесина модифицированная. Метод определения износостойкости
ГОСТ 21523.11-79 Древесина модифицированная. Метод определения плотности
ГОСТ 21523.1-93 Древесина модифицированная. Метод определения прочности кустов
Метод определения прочности кустов
ГОСТ 21523.2-93 Древесина модифицированная.Метод определения жесткости втулок
ГОСТ 21523.3.1-93 Древесина модифицированная. Метод определения теплоемкости
ГОСТ 21523.3.2-93 Древесина модифицированная. Метод определения теплопроводности
ГОСТ 21523.4-77 Древесина модифицированная. Метод определения влажности
ГОСТ 21523.5-77 Древесина модифицированная. Метод определения водопоглощения
ГОСТ 21523.6-77 Древесина модифицированная. Метод определения влагопоглощения
ГОСТ 21523.7-87 Древесина модифицированная. Метод определения модуля упругости при статическом изгибе
ГОСТ 21523.8-93 Древесина модифицированная. Метод определения модуля упругости при сжатии
ГОСТ 21523.9-87 Древесина модифицированная. Метод определения модуля упругости при растяжении
ГОСТ 21533-76 Продукция древесной химии. Метод испытания газовой хроматографией
ГОСТ 21801-76 Древесная масса. Определение массы партии
ГОСТ 23246-78 Щебень древесный. Термины и определения
Термины и определения
ГОСТ 23431-79 Древесина. Структура и физико-механические свойства. Термины и определения
ГОСТ 23551-79 Древесное сырье для производства модифицированной древесины.Технические условия
ГОСТ 2364-74 Уголки для деревянных ящиков. Технические условия
ГОСТ 23827-79 Сырье древесное тонкое. Технические условия
ГОСТ 23863-79 Продукция лесохимическая. Методы определения температуры размягчения.
ГОСТ 23944-80 Древесина модифицированная. Термины и определения
ГОСТ 24008-80 Средства защиты древесины. Метод испытания защитной способности от древесно-красящего и формовочного грибка
ГОСТ 24053-80 Древесно-стружечные плиты. Детали для мебели. Метод определения коробления.
ГОСТ 24260-80 Древесное сырье для пиролиза и обугливания.Технические условия
ГОСТ 24329-80 Древесина модифицированная. Методы модификации
ГОСТ 24588-81 Заготовки из модифицированной древесины. Марки и размеры
ГОСТ 24729-81 Ящики многооборотные из древесно-клеевых составов для товарных взрывчатых веществ. Технические условия
Технические условия
ГОСТ 25579-83 Древесина модифицированная. Метод определения размерной стабильности
ГОСТ 26214-84 Изделия из древесины и деревянных материалов. Допустимые погрешности измерения линейных размеров
ГОСТ 27325-87 Изделия и элементы из дерева и деревянных материалов.Метод определения адгезии лакокрасочных покрытий
ГОСТ 27326-87 Изделия и элементы из древесины и деревянных материалов. Метод определения стойкости к царапанию защитно-декоративных покрытий
ГОСТ 27627-88 Изделия и элементы из древесины и деревянных материалов. Определение устойчивости защитно-декоративных покрытий к образованию пятен.
ГОСТ 27678-88 Пилы древесно-стружечные. Перфорационный метод определения содержания формальдегида
ГОСТ 27736-88 Метод определения ударопрочности элементов защитно-декоративных покрытий и производства древесины и деревянных материалов
ГОСТ 27820-88 Элементы, изделия из дерева и деревянных материалов.Метод определения износостойкости защитно-декоративных покрытий
ГОСТ 28067-89 Элементы и изделия из древесины и деревянных материалов. Метод определения контактного термического сопротивления защитно-декоративных покрытий
Метод определения контактного термического сопротивления защитно-декоративных покрытий
ГОСТ 28184-89 Вещества защитные для древесины. Метод определения максимального действия на грибы базидиомицетов класса
ГОСТ 28670-90 Продукция древесной химии. Упаковка, маркировка, транспортировка и хранение
ГОСТ 28815-96 Растворы средств защиты древесины водные.Технические условия
ГОСТ 29289-92 Продукция лесохимическая. Правила приемки, отбора проб
ГОСТ 30028.1-93 Препараты деревянные защитные. Методика определения токсичности к древесно-красящим и формовочным грибам.
ГОСТ 30028.2-93 Препараты для защиты древесины. Испытание емкостным методом защитной способности от древесно-красящего и формовочного грибка
ГОСТ 30028.3-93 Препараты защитные для древесины. Экспресс-метод определения воспламеняемости защитной способности
ГОСТ 30028.4-2006 Средства защиты древесины.Экспресс-метод проверки защитной способности от древесных красителей и плесневых грибов
ГОСТ 30159-94 Продукция древесной химии. Обеспечение точности методов испытаний
Обеспечение точности методов испытаний
ГОСТ 30495-2006 Средства защиты древесины. Общие технические условия
ГОСТ 30567-98 Древесина модифицированная. Метод определения токсичности кормов
ГОСТ 30704-2001 Вещества защитные для древесины. Методы контроля качества
ГОСТ 3934-71 Древесина авиационная. Правила контроля и методы контроля
ГОСТ 4106-74 Древесина для получения дубильных экстрактов.Технические условия
ГОСТ 5244-79 Стружка древесная. Технические условия
ГОСТ 6217-74 Уголь активированный древесный дробленый. Технические условия
ГОСТ 6449.1-82 Изделия из древесины и деревянных материалов. Зоны допусков по линейным размерам и рекомендуемой посадке
ГОСТ 6449.2-82 Изделия из древесины и древесных материалов. Допуски углов
ГОСТ 6449.3-82 Изделия из древесины и деревянных материалов. Допуски формы и расположения поверхностей
ГОСТ 6449.4-82 Изделия из древесины и деревянных материалов. Допуски размещения оси отверстия для крепления деталей
ГОСТ 6449. 5-82 Изделия из дерева и деревянных материалов. Неуказанные предельные отклонения и допуски
5-82 Изделия из дерева и деревянных материалов. Неуказанные предельные отклонения и допуски
ГОСТ 7016-82 Изделия из древесины и деревянных материалов. Параметры шероховатости поверхности
ГОСТ 7307-75 Детали из древесины и древесных материалов. Припуски на механическую обработку
ГОСТ 8242-88 Детали профильные из дерева и древесных материалов для строительства. Технические условия
ГОСТ 8440-74 Сырье древесное для производства угля специального назначения. Технические условия
ГОСТ 9330-76 Принципиальные соединения деталей из древесины и деревянных материалов.Типы и размеры
ГОСТ 9629-81 Заготовки из модифицированной древесины. Технические условия
ГОСТ Р 50241-92 Вещества защитные для древесины. Экспресс-метод испытаний вымывания
ГОСТ Р 50801-95 Древесное сырье, лесоматериалы, полуфабрикаты и изделия из дерева. Правила отбора проб и методы измерения удельной активности радионуклидов
Мы не можем найти эту страницу
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$ select.selected.display}}
LANGUAGE}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} ГОСТ 9246: 2013. | ДВУХОСНЫЕ ТРАНСПОРТНЫЕ ТЕЛЕЖКИ ДЛЯ ГРУЗОВЫХ ВАГОНОВ ЖЕЛЕЗНОЙ ДОРОГИ КОЛЕСА 1520 ММ – ОБЩИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52291: 2004 AMD 1 2008 | ГРУЗОВЫЕ ПОГРУЗЧИКИ – ОБОРУДОВАНИЕ СТРЕЛЫ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52400: 2005. | ВОЗДУШНЫЙ РЕЗЕРВУАР ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ТОРМОЗОВ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
ГОСТ 5088: 2005. | ПЕТЛИ ДЛЯ ОКОН И ДВЕРЕЙ – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52280: 2004 | АВТОМОБИЛИ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52436: 2005. | ОБОРУДОВАНИЕ ДЛЯ УПРАВЛЕНИЯ СИСТЕМАМИ ВНУТРЕННЕЙ И ПОЖАРНОЙ СИГНАЛИЗАЦИИ – КЛАССИФИКАЦИЯ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ |
| ГОСТ Р 52264: 2004 | ДАВЛЕНИЕ КАМЕРЫ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
ГОСТ Р 52290: 2004 AMD 2 2014 г. | УСТРОЙСТВА КОНТРОЛЯ ДОРОЖНОГО ДВИЖЕНИЯ – ДВИЖНЫЕ ЗНАКИ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52279: 2004. | ГИДРАВЛИЧЕСКИЕ ЗАСЛОНКИ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПОДКАТКИ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52286: 2004 | КУЛЬТУРЫ ДЛЯ ПЕРЕВОЗКИ ИНВАЛИДОВ – ОБЩИЕ ХАРАКТЕРИСТИКИ, ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52434: 2005 AMD 1 2012 | АКТИВНЫЕ ИНФРАКРАСНЫЕ ИЗВЕЩАТЕЛИ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ |
| ГОСТ Р 52281: 2004 | АВТОМОБИЛЬНЫЕ ПРИЦЕПЫ И ПОЛУПРИЦЕПЫ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
ГОСТ Р 51072: 2005. | ЗАЩИТНЫЕ ДВЕРИ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ НА УСТОЙЧИВОСТЬ К ВЗЛОМУ, ПУЛЯМ И ПОЖАРУ |
| ГОСТ Р 52266: 2004 | КАБЕЛЬНАЯ ИЗДЕЛИЯ – ОПТИЧЕСКИЕ ВОЛОКОННЫЕ КАБЕЛИ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52282: 2004. | УСТРОЙСТВА КОНТРОЛЯ ДОРОЖНОГО ДВИЖЕНИЯ – ДОРОЖНЫЕ ФОНАРИ – ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ – МЕТОДЫ ИСПЫТАНИЙ |
ГОСТ 31282: 2004. | ЗАПИРАЮЩИЕ УСТРОЙСТВА – КЛАССИФИКАЦИЯ |
| ГОСТ Р 52284: 2004 | ПОЖАРНЫЕ ЛЕСТНИЦЫ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ – МЕТОДЫ ИСПЫТАНИЙ |
| ГОСТ 10791: 2011 ОШИБКА 2012 | КОЛЕСНЫЕ ДИСКИ – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
ГОСТ Р 52372: 2005. | ГИБКИЕ КАБЕЛИ И ШНУРЫ ДЛЯ ПОДЗЕМНЫХ И ОТКРЫТЫХ ГОРНЫХ ПРОИЗВОДСТВ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ 6851: 2003. | СТАРТЕРНЫЕ И НЕСТАРТЕРНЫЕ АККУМУЛЯТОРЫ СВИНЦОВОЙ КИСЛОТЫ ДЛЯ МОТОЦИКЛОВ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52435: 2015. | ТЕХНИЧЕСКИЕ СРЕДСТВА СИГНАЛИЗАЦИИ ИНТРУДЕРА – КЛАССИФИКАЦИЯ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ |
ГОСТ 31283: 2004. | УПЛОТНЕНИЯ ИНДИКАТОРОВ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52442: 2005. | СВЕРЛА С ПНЕВМАТИЧЕСКИМ УПОРНЫМ УПРАВЛЕНИЕМ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52430: 2005. | ТРАНСПОРТНЫЕ СРЕДСТВА – КАРДАННЫЕ ПЕРЕДАЧИ ТРАНСПОРТНЫХ СРЕДСТВ С СОЕДИНЕНИЯМИ С НЕРАВНОЙ УГЛОВОЙ СКОРОСТЬЮ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
ГОСТ 31281: 2004. | ЗАПОРНО-УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ ТРАНСПОРТИРОВКИ И КОНТЕЙНЕРОВ ОБЩЕГО И СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52437: 2005. | ОБОРУДОВАНИЕ ДЛЯ ЗАЩИТЫ БАНКА – ДЕПОЗИТНЫЕ И ЛИЧНЫЕ СЕЙФЫ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52267: 2004 | БОЧКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52483: 2005 ОШИБКА 2010 | ГИГИЕНИЧЕСКИЕ ПРОКЛАДКИ ДЛЯ ЖЕНЩИН – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ 9-303: 1984 AMD 4 1993 | ЕДИНАЯ СИСТЕМА ЗАЩИТЫ ОТ КОРРОЗИИ И СТАРЕНИЯ – МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ – ОБЩИЕ ТРЕБОВАНИЯ К ВЫБОРУ |
ГОСТ Р 52277: 2004. | ПОДБИВКА БАЛЛАСТНЫХ ДУБЛИК ДЛЯ ВЫРАВНИВАНИЯ И ОБЛОЖКИ ЖЕЛЕЗНЫХ ДОРОГ – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52259: 2004. | УПЛОТНЕНИЯ ЭЛЕКТРОННЫЕ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
| ГОСТ Р 52373: 2005 AMD 1 2010 | ИЗОЛИРОВАННЫЕ И ЗАЩИЩЕННЫЕ ПРОВОДА ДЛЯ ВЫСОКИХ ЛИНИЙ ЭЛЕКТРОПИТАНИЯ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52392: 2005 AMD 1 2008 | ТОРМОЗНЫЕ ЦИЛИНДРЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ПОДКАТКИ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
ГОСТ Р 50030-5-1: 2005. | НИЗКОВОЛЬТНОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО И УПРАВЛЕНИЕ – ЧАСТЬ 5: УСТРОЙСТВА ЦЕПИ УПРАВЛЕНИЯ И ПЕРЕКЛЮЧАТЕЛЬНЫЕ ЭЛЕМЕНТЫ – РАЗДЕЛ 1 – ЭЛЕКТРОМЕХАНИЧЕСКИЕ УСТРОЙСТВА ЦЕПИ УПРАВЛЕНИЯ |
| ГОСТ 31311: 2005. | НАГРЕВАТЕЛЬНЫЕ ПРИБОРЫ – ОБЩИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ 7463: 2003. | ШИНЫ ПНЕВМАТИЧЕСКИЕ ДЛЯ ТРАКТОРОВ И СЕЛЬСКОХОЗЯЙСТВЕННОЙ ТЕХНИКИ – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| ГОСТ Р 52283: 2004 AMD 1 2014 | ПОЖАРНЫЕ ЦЕНТРОБЕЖНЫЕ НАСОСЫ – ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ – МЕТОДЫ ИСПЫТАНИЙ |
CB Безопасность – серия MVI56 2012 г. | 41.99 КБ | Последнее изменение 26.02.2020 |
| Знак CE | 93.35 кБ | Последнее изменение 02.07.2013 |
| Сертификат страны – Россия – Декларация EAC (проводной) inrax01 (предыдущий ГОСТ-Р для огромного списка inRAx) | 1,92 МБ | Последнее изменение 10.07.2020 |
| Сертификат Ex (Директива ATEX) – серия MVI56 | 79.81 кБ | Последнее изменение 22.11.2019 |
| Декларация соответствия ГОСТ-Р | 6.68 МБ | Последнее изменение 01.11.2012 |
| Казахстан ГОСТ-К | 6,56 МБ | Последнее изменение 01.11.2012 |
| UL / cUL; Class 1, Div 2 (Canada) – для всех программируемых контроллеров | 1,14 МБ | Последнее изменение 27.02.2019 |
| UL / cUL; Class 1, Div 2 – все программируемые контроллеры | 1,12 МБ | Последнее изменение 27. 02.2019 02.2019 |
| MVI56-FLN Лист данных | 316.98 кБ | Последнее изменение 13.06.2019 |
| Техническое описание MVI56-FLN (на японском языке) | 516.89 кБ | Последнее изменение 04.05.2010 |
| MVI56-FLN Руководство пользователя | 1,61 МБ | Последнее изменение 16.12.2015 |
| Образец лестницы MVI56-FLN | 455.52 кБ | Последнее изменение 17.05.2010 |
| Файл EDS MVI56 | 1.13 кБ | Последнее изменение 26.05.2015 |
| Файл конфигурации MVI56-FLN | 3.03 кБ | Последнее изменение 12.05.2010 |
| Конфигурация WATTCP | 381 млрд | Последнее изменение 30.04.2010 |
Россия приводит пищевые нормы в соответствие с ЕС
Новый ГОСТ Р 51074-2003, безусловно, был разработан с учетом
с учетом требований международных стандартов. Действительно, Россия
надеется, что стандарт устранит ряд технических барьеров
в международной торговле, и обеспечить объективную оценку
качества и безопасности продукции.
Действительно, Россия
надеется, что стандарт устранит ряд технических барьеров
в международной торговле, и обеспечить объективную оценку
качества и безопасности продукции.
«Изменение экономических условий и необходимость интеграции на европейский и международный рынок (ожидаемое присоединение ВТО) продемонстрировали некоторые слабые стороны существующих стандартов и необходимости реформировать старую систему », – сказал . Мария Коваль, генеральный директор компании CVS Consulting, организовавшей Ноябрьская ГОСТ-конференция.
«Российские ГОСТы должны быть изменены, чтобы соответствовать ISO. стандарты, Кодекс Алиментариус и правила ЕС по безопасности пищевых продуктов.Также необходимо ввести индикаторы что гарантирует обнаружение поддельной продукции в специальных лабораторий, и это поможет разработать методы тестирования позволяющие властям выявлять поддельные и вредные для здоровья продукты продуктов. »
Для этого новый ГОСТ устанавливает более строгие правила для
тип информации, которая должна быть доступна на упаковке пищевых продуктов. Производители должны указать, какое сырье или биологически активный
ароматизаторы содержатся в их продуктах и предоставляют информацию
обо всех минералах и витаминах, содержащихся в продукте.
Производители должны указать, какое сырье или биологически активный
ароматизаторы содержатся в их продуктах и предоставляют информацию
обо всех минералах и витаминах, содержащихся в продукте.
Кроме того, упаковка должна содержать утвержденные рекомендованные ежедневные количества, количества калорий и предоставьте информацию о количество белков, жиров и углеводов, содержащихся в продукте. Информация о том, является ли продукт “выращенным только на органических удобрения, “выращенные без пестицидов” или “без консерванты » также должны быть предоставлены.
Информация о генетически модифицированных пищевых продуктах или продуктах
приготовленные из генетически модифицированного сырья или компонентов, также должны быть предоставлены
и информацию о диете или свойствах профилактики болезней
некоторые продукты питания могут быть напечатаны, если производитель
может доказать свои претензии.Производители также должны указать название и
адрес организации, уполномоченной производителем получать
жалобы потребителей. Адрес должен находиться на территории
Российская Федерация.
Адрес должен находиться на территории
Российская Федерация.
Кроме того, ГОСТ Р 51074-1997 устанавливает бетон требования к классификации определенных пищевых продуктов, запрещает использование неоднозначных фраз, таких как «экологически чистый», и позволяет производителям не перечислять компоненты, количество которых меньше 2% в продукте, в соответствии с Регламентом ЕС 2003/89 / ЕС.
По данным Федерального агентства по техническому регулированию и Метрологии, введение нового ГОСТа принесет пользу как потребители и производители. Стандарт предоставляет четкий набор указания, которые необходимо соблюдать, если производители не хотят нарушать действующие законы и постановления. И потребители, со своей стороны получат полную информацию о товарах для помогите им сделать правильный выбор при покупке еды.
| Поле | Добавляет на изгибе линии сварного шва, чтобы указать, что сварной шов применяется в полевых условиях. |
| Вокруг | Создает окружность на изгибе линии сварного шва, чтобы указать, что сварной шов применяется по всему контуру. |
| Другая сторона | Переместите стрелку от верхней к нижней стороне выноски. |
| Ведущий якорь | Прикрепите выноску к указанному месту на обозначении сварного шва. |
| Используйте лидера для бега трусцой | Позволяет несколько раз щелкнуть в графической области для создания изгибов выноски. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Припой | Добавляет к выноске символа. |
| Клей | Добавляет к выноске символа. |
| Сварной текст | Введите размеры и характеристики сварного шва.
|
| Символ SF | Для добавления информации о чистоте поверхности к символу: В разделе “Символ SF” выберите “Сверху” или “Снизу”, чтобы разместить символ выше или ниже горизонтальной выноски.Введите информацию в диалоговом окне “Обозначение шероховатости поверхности” и нажмите “ОК”. Для изменения информации о чистоте поверхности: Щелкните «Подробности» для той стороны, которую нужно изменить. |
| Шрифт | Чтобы указать шрифт текста и размер символов: Снимите флажок Использовать шрифт документа и щелкните Шрифт. |
| Стиль | Подробнее см. Стиль . |

Как сертификация соответствия EAC влияет на экспорт электротехнической и электронной продукции в Евразийский союз
Потребительский компактный | Электрика и электроника
Экспортеры электротехнической и электронной продукции в государства-члены Евразийского экономического союза (ЕАЭС), включая Россию, Беларусь, Казахстан, Армению и Кыргызстан, должны выполнять ряд требований ЕАЭС.
Таможенный союз (ТС), образованный в 2010 году, гармонизирует существующие национальные стандарты (ГОСТ-Р, ТР РФ, СТ-Б (BLR) и ГОСТ-К) по сертификации продукции и заменяет их новыми техническими регламентами (ТР). – известный как TR CU или TR EAC.
В соответствии с Регламентом Таможенного союза 768, вступившим в силу 15 февраля 2013 г., для определенных категорий продукции, подпадающих под область сертификации EAC, первоначальные требования ГОСТ-Р, СТБ и ГОСТ-К будут заменены сертификацией EAC. .В России некоторые категории продукции, такие как аккумуляторные батареи, еще не подпадают под действие сертификации EAC, поэтому соответствие ГОСТ-Р все еще требуется.
Продукция, сертифицированная в соответствии с ТС, может свободно продаваться на территории Таможенного союза. В настоящее время сертификация EAC обязательна во всех странах ЕАЭС. Практически все виды электротехнической и электронной продукции подпадают под действие правил Евразийского союза, в том числе:
- LVE: Безопасность низковольтного оборудования (TR 004/2011)
- EMC: Электромагнитная совместимость технической продукции (TR 020/2011)
- Безопасность машин и оборудования (ТР 010/2011)
- Безопасность оборудования для использования во взрывоопасных средах (ТР ТС 012/2011)
- Безопасность лифтов (ТР ТС 011/2011)
Существует два способа навигации по процессу маркировки EAC, в зависимости от типа продукта:
Для сертификации и декларирования партии:
- Тестирование продукта
- Сертификация
Для сертификации серийного производства:
- Тестирование продукта
- Заводская проверка
- Сертификация
- Надзорная инспекция
Процесс маркировки EAC
Знак EAC должен быть нанесен на продукт и упаковку, и его высота должна быть не менее 5 мм.
Таможенный союз присуждает два типа сертификации:
- Сертификат соответствия (COC): для местных / зарубежных компаний, как определено CU-TRs
- Декларация соответствия (DOC): для местных компаний
Согласно Решению Комиссии ЕАЭС № 154 от 15 ноября 2016 г., заявителем на CoC / DoC может быть только юридическое лицо, зарегистрированное на территории Таможенного союза (ЕАЭС) – местный производитель, розничный торговец или уполномоченный местный представитель Представитель.
СертификатыEAC действительны на партию или на срок до пяти лет. Перед сертификацией COC (серийного производства) требуется первоначальный заводской осмотр, а для подтверждения его действительности – надзорный осмотр.
SGS – правильный партнер для получения сертификата EAC
Благодаря своей непревзойденной репутации и опыту на рынках Таможенного союза SGS может предоставить вам полный пакет услуг, охватывающий все соответствующие сертификационные требования ЕАЭС для вашей категории продукции. Наши ресурсы, опыт, статус аккредитованного органа по сертификации и аккредитованные испытательные центры позволяют нам поддерживать вас в достижении соответствия техническим регламентам ЕАЭС и получить доступ на рынок ЕАЭС.
Наши ресурсы, опыт, статус аккредитованного органа по сертификации и аккредитованные испытательные центры позволяют нам поддерживать вас в достижении соответствия техническим регламентам ЕАЭС и получить доступ на рынок ЕАЭС.
За прошедшие годы мы накопили глубокие знания международных стандартов и стандартов Таможенного союза. Это позволяет нам найти общие элементы в двух системах технического регулирования, что, в свою очередь, помогает нам разработать эффективную стратегию соответствия нормативным требованиям для ваших типов электрических и электронных продуктов.
Глобальная сеть экспертов и лабораторий SGS означает, что у нас есть нужные специалисты во всех основных странах, торгующих с ЕАЭС. В результате наши специалисты привыкли работать со сложными проектами с участием множества сторон и рынков, при этом предоставляя локальные услуги на местных языках для всех ваших клиентов и поставщиков по всему миру.
Подробнее в Consumer Compact>
Подписаться>
Следуйте за нами сейчас на Linkedln>
Для получения дополнительной информации об услугах сертификации SGS EAC обращайтесь:
Ада Чжу
SGS CSTC Standards Technical Service Co.
Добавить комментарий