Абз принцип работы: Циклические и непрерывные АБЗ | Преимущества и недостатки установок
Циклические и непрерывные АБЗ | Преимущества и недостатки установок
АБЗ непрерывного и циклического действия: в чем разница?
Асфальтобетонные заводы можно поделить по принципу работы технологического оборудования – на непрерывные АБЗ и смесительные установки циклического действия. Два типа необходимы при производстве асфальтобетонных смесей для различных дорожно-строительных объектов.
Установки схожи друг с другом узлами и агрегатами, но отличаются принципом работы, влиянием сырьевых компонентов на производительность. Каждый тип имеет преимущества и недостатки для предприятий. В этой статье мы расскажем о том, что из себя представляет оборудование непрерывного и циклического действия и когда лучше использовать тот или иной тип оборудования.
Принцип работы АБЗ непрерывного действия
В основе работы асфальтосмесительных установок непрерывного действия лежит технологический процесс, при котором техника работает постоянно, а точное дозирование инертных компонентов происходит на первом этапе производства. Как это работает: сначала щебень и песок выгружают из бункеров на ленточный конвейер, с помощью которого материал поступает в горизонтальный сушильный барабан с горелкой. Барабан установлен под небольшим уклоном и при вращении сырье постепенно движется навстречу пламени горелки.
Как это работает: сначала щебень и песок выгружают из бункеров на ленточный конвейер, с помощью которого материал поступает в горизонтальный сушильный барабан с горелкой. Барабан установлен под небольшим уклоном и при вращении сырье постепенно движется навстречу пламени горелки.
На этом этапе в состав добавляют минеральный порошок и разогретый битум. После перемешивания, которое происходит в результате перекатывания материалов по барабану, смесь попадает в бункер готовой продукции, а после выгружается в кузов транспорта.
При работе таких асфальтобетонных заводов, разогрев и перемешивание материалов происходит в сушильном барабане и смеситель, как отдельный агрегат, отсутствует.
Принцип работы АБЗ циклического действия
Работа АБЗ циклического действия предполагает последовательное повторение технологического процесса, при котором инертные компоненты, в отличие от установок непрерывного действия, имеют более широкий диапазон фракций на входе, а точное дозирование происходит перед этапом смешивания. Как это реализуется: после прохождения сушильного барабана, горячий материал по элеватору поднимается наверх и высыпается на виброгрохот, оснащенный несколькими ситами.
Как это реализуется: после прохождения сушильного барабана, горячий материал по элеватору поднимается наверх и высыпается на виброгрохот, оснащенный несколькими ситами.
Каждое отдельное сито разделяет состав по размерам гранул в отдельные бункеры. С помощью автоматической системы управления, в смеситель дозируются компоненты с точными параметрами, а перемешивание происходит частями: сначала каменный материал, потом добавляется минеральный порошок, а далее вяжущее. На таких типах заводов средняя продолжительность цикла дозирования и перемешивания составляет 45 секунд.
Технологические процессы АБЗ непрерывного и циклического действия схожи, но первый тип установок подразумевает использование меньшего количества узлов и агрегатов, что предполагает сниженную нагрузку оборудования на основание, малую стоимость, быстрый монтаж и демонтаж завода. С другой стороны, асфальтосмесительная установка циклического действия, за счет разделения фракций на виброгрохоте, производит гомогенную смесь высокого качества, а также позволяет быстро менять рецептуру.
Преимущества и недостатки разных типов АБЗ
Что лучше: непрерывные или циклические асфальтобетонные заводы? Ответ на этот вопрос зависит от целей приобретения необходимого оборудования и поставленных задач по реализации готовой продукции в перспективе. Тем не менее, каждый тип установок имеет плюсы и минусы, которые полезно знать для взвешенного выбора в пользу того или иного оборудования.
Преимущества заводов непрерывного действия:
- Низкая стоимость
- Высокая скорость монтажа и демонтажа
- Выпуск асфальтобетонной смеси в сжатые сроки
Недостатки заводов непрерывного действия:
- Повышенные требования к инертным материалам для приготовления качественной продукции
- Невозможность оперативного перехода с одного рецепта на другой
Преимущества заводов циклического действия:
- Отлаженные технологические процессы и использование горячих бункеров с датчиками точной дозировки позволяют производить высококачественную смесь
- Параметры будущей готовой продукции можно быстро менять на разных этапах приготовления
Недостатки заводов циклического действия:
- Относительно высокая стоимость
- Увеличенные сроки на монтаж и демонтаж оборудования
Таким образом, каждый тип АБЗ может легко найти свое применение в дорожно-строительной отрасли. К примеру, установка непрерывного действия хорошо подойдет для изготовления смеси под конкретный строительный объект, а циклического действия — для выпуска разных видов асфальта для нескольких объектов. Если ваше предприятие планирует приобрести асфальтосмесительную установку, то мы готовы помочь в поставке оборудования.
К примеру, установка непрерывного действия хорошо подойдет для изготовления смеси под конкретный строительный объект, а циклического действия — для выпуска разных видов асфальта для нескольких объектов. Если ваше предприятие планирует приобрести асфальтосмесительную установку, то мы готовы помочь в поставке оборудования.
Компания NFLG производит, доставляет и запускает все типы заводов. Для выпуска продукции по технологии циклического действия подойдут модели серий Pioneer, Smena, Optima, Progress и Fast, а для непрерывного — мобильная серия SuperZuk.
Если вам необходима дополнительная информация, то свяжитесь с нами по телефону 8 800 555 73 40 или отправьте запрос на почту [email protected]
Наши специалисты дадут ответы на все вопросы, вышлют необходимые документы о соответствии оборудования декларации Евразийского таможенного союза (EACU), проконсультируют по вопросам применения дополнительного оборудования, расскажут об опыте работы наших клиентов и организуют поездку на работающий АБЗ.
Асфальтовый (асфальтобетонный) завод, принцип работы
Асфальтобетонный завод (сокращенно АБЗ) —предприятие, входящее в народнохозяйственную сферу и работающее на базе технологической аппаратуры для создания асфальта.
Оглавление
- Конструкция асфальтобетонного завода, цеха и склады
- Принцип работы
- Классификация заводов
- С непрерывным производством
- С циклическим производством
- Мини-заводы
- Классификация по мощности
- Видео “Работа асфальтобетонного завода”
Готовая продукция необходима для ремонтных, строительных или восстановительных работ на асфальтных покрытиях разного типа. Ниже рассмотрим конструктивных особенности АБЗ, и как он работает. Разберемся с классификациями производства, его видами, преимуществами и недостатками.
Конструкция асфальтобетонного завода, цеха и склады
Для нормальной работы асфальтовый завод должен иметь на 100% исправную аппаратуру, полный набор цехов, сырьевую продукцию и квалифицированный персонал. Устройство АБЗ зависит от его функционала, производительности и целей создания.
Устройство АБЗ зависит от его функционала, производительности и целей создания.
В большинстве асфальтобетонных заводов работают следующие цеха:
- Смесительный. В нем находится оборудование для изготовления асфальта: бункеры, дозаторы, системы подачи битума, смесители.
- Битумный. Здесь происходит нагрев и плавление битума с последующей подачей его в смешивающее устройство. Состоит из насосной станции, тары с битумом и топливом, генераторов.
- Камнедробильный. Используется для применения мелкого щебня, который изготавливается из крупного камня с помощью дробильных машин.
- Минерального порошка. Участвует в изготовлении одноименного компонента, используемого в технологическом процессе.
- Транспортный. Обеспечивает перемещение необходимых компонентов и готовой продукции.
Работа АБЗ возможна при наличии необходимой аппаратуры. В состав основных аппаратов входит:
- группа установок для смешивания;
- приемник щебня и других элементов для их подачи к оборудованию;
- аппаратура для приемки битума, бочек ПАВ и минерального порошка;
- оборудование для загрузки готового состава;
- устройства для дробления и сортировки;
- машины для операций с подготовленным асфальтным составом.


Для обеспечения работоспособности используются и другие элементы, такие как котельные, склады для битума, лаборатории, компрессорные участки, мастерские для ремонта и другие.
Отдельное внимание уделяется разным видам складов для хранения следующих ингредиентов производства:
- Щебень, гравий и песок. Такие склады имеют вид отрытой платформы, где материалы сложены в штабеля. Они имеют уклон от 5 до 20 градусов для защиты от застаивания влаги. В качестве покрытия применяются бетонные плиты.
- Битум. Склады для хранения такого материала бывают постоянными и временными. Могут размещаться над или под землей. Имеют необходимые системы для нагрева и сохранения оптимального состояния материала.
- Минеральный порошок. Представляет собой устройства, которые используются для приемки материала из машин, его хранения и передачи к дозатору. На таких складах предусмотрена аппаратура для подъема изделия, проверки уровня и т. д.
АБЗ размещается на большой территории и имеет все необходимое для организации непрерывного производства.
Принцип работы
Особенности функционирования асфальтобетонного завода зависят от применяемой технологии. В большинстве случаев реализуется две способа изготовления: непрерывная и циклическая. Оба варианта имеют особенности и индивидуальные подходы к смешиванию. В 1-м случае процесс подачи проходит потоком, а во 2-м — порциями.
Важно
В последнее время набирают популярность компактные установки, обеспечивающие производство асфальта на небольших территориях.
Из бункера питатель отправляет необходимый объем материала на ленточный конвейер горизонтального типа. Далее материал отправляется в сушильный барабан, где греется с помощью горелки.
После просушки и подготовки изделие направляется в элеватор, где происходит подъем и подача в вибрационный грохот. Функция последнего состоит в разделении нагретых и высушенных каменных элементов по четырем отсекам. В случае переполнения какой-либо секции происходит сброс лишнего материала.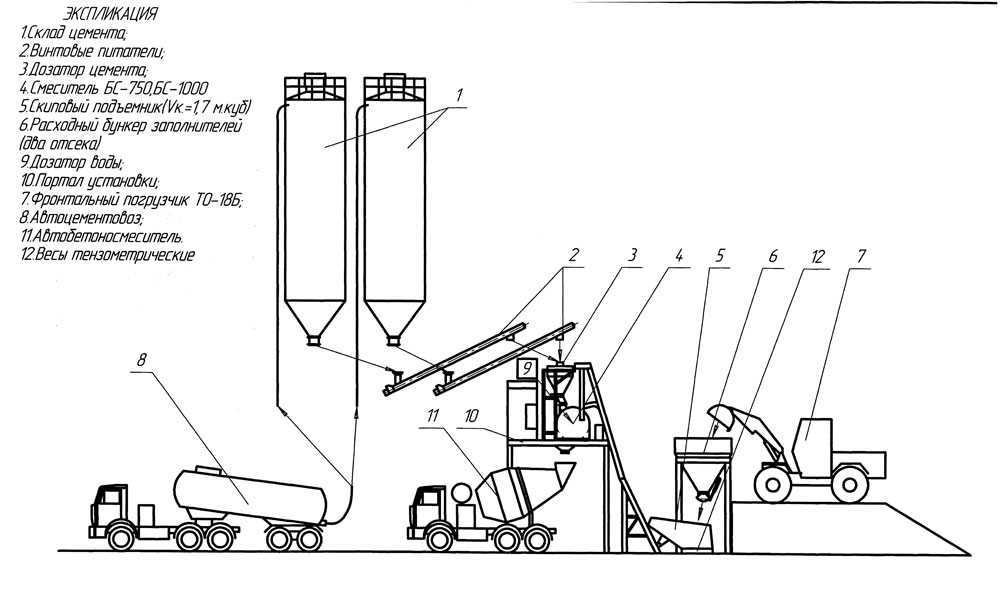
В зависимости от применяемой технологии процесс изготовления имеет индивидуальные особенности (о них поговорим ниже). Вариант непрерывного изготовления хорош быстрым изменением параметров и получением высококачественной смеси, а циклический — быстрой установкой, возможностью сразу производить асфальт и низкой ценой.
Классификация заводов
Предприятия, которые производят асфальтобетонное покрытие, отличаются по ряду факторов: производительности, мобильности (базовые, инвентарные, мини), виду размещения (прирельсовые, приобъектные) и типу компоновки (башенные, партерные). Ниже остановимся на типах изготовления и их особенностях.
С непрерывным производством
На таких АБЗ имеет место беспрерывное изготовление. В процессе производства участвуют барабаны для сушки и смешивания, имеющие меньшую вместительность и вес. Еще одна особенность состоит в отсутствии привычной башни и применении дозирующих элементов. Это необходимо для защиты от перерывов в работе.
Это необходимо для защиты от перерывов в работе.
Немного отличается и принцип функционирования системы, который имеет следующий вид:
- Подача ингредиентов в дозирующие бункеры. Речь идет о передаче щебня, песка, битума и иных ингредиентов.
- Отправка приготовленного сырья в специальный барабан для смешивания и сушки. Здесь материалы прогреваются до требуемой температуры и просушиваются. После завершения процесса материал из внутренней части через специальные отверстия направляется во внутреннюю полость для смешивания. На этом же этапе происходит добавление минерального порошка и других ингредиентов. После достижения определенной температуры и смешивания формируется готовое вязкое вещество. Главной целью этапа является достижение однородности.
- Смешивание подготовленного состава с дальнейшей отправкой в накопительный бункер. Оттуда материал загружается на транспорт и направляется к месту работы.
Плюсы:
- высокая скорость сборки;
- более низкая цена;
- быстрый выпуск покрытия для асфальтирования дорог.

Минусы:
- зависимость итогового результата от качества сырья;
- невозможность изменить рецепт на этапе изготовления.
С циклическим производством
В отличие от рассмотренного выше метода подача ингредиентов для производства происходит порциями. Несмотря на компактность и высокую стоимость, такие АБЗ востребованы из-за лучшего качества изготавливаемого товара и возможности быстро менять рецепт. Такой функционал обеспечивает адаптивность к быстро меняющимся
условиям.
Принцип работы циклического АБЗ имеет следующий вид:
- Накопление песка и щебня в предварительных заторах и их отправка в барабан для сушки.
- Сортировка готовых материалов по фракциям и складирование в горячие бункеры.
- Дозировка с помощью весовой платформы и подача в смеситель.
- Нагрев минерального порошка и подача в смеситель для перемешивания.
- Прогрев битума до необходимой температуры с дальнейшей подачей в общий «чан».
- Перемешивание ингредиентов с последующей выгрузкой готовой продукции в кузов машины или отправка в бункер-накопитель с помощью элеватора.

При изготовлении материала для асфальтового покрытия применяются разные методы автоматизации. Они обеспечивают точность дозировки, оптимальную температуру минеральных материалов и битума, гарантируют соблюдение времени смешивания и хранения. Некоторые АБЗ циклического производства имеют ручное управление, но в таком случае могут возникнуть сложности при достижении необходимых показателей.
Плюсы:
- отлаженность техпроцессов;
- отличное качество готового асфальтного покрытия;
- возможность изменения показателей асфальтобетонной смеси.
Минусы:
- высокая цена;
- сложность перемещения стационарной аппаратуры.
Мини-заводы
В отдельную категорию входят мобильные асфальтобетонные заводы, предусматривающие комплекс технологического и конструктивного оборудования. Предусматривают изготовление смеси, необходимой для строительства, ремонтных и восстановительных работ.
Предусматривают изготовление смеси, необходимой для строительства, ремонтных и восстановительных работ.
Главная особенность мини-заводов — меньшие размеры и производительность, которая составляет от 8 до 30 тонн/час готового к применению материала. Для производства применяется минеральный порошок, щебень, песок и битумно-нефтяная смесь. Работа проводится с применением установки для смешивания ингредиентов, сушильного барабана, бункера, конвейера для погрузки и тары с пневматическими затворами.
Несмотря на малые объемы выпуска, мини-заводы востребованы, когда необходимо выполнение небольших объемов работы. Практика применения показывает, что оборудование имеет высокую окупаемость. Оно мобильно и может перемещаться с места на место при наличии такой необходимости.
Классификация по мощности
Асфальтовые заводы условно классифицируются по мощности производства. Этот критерий показывает, какой объем готовой продукции завод способен выпустить в течение часа. Условно выделяются следующие виды по производительности:
Условно выделяются следующие виды по производительности:
- Малая — до 56 т/час.
- Средняя — до 100 т/час.
- Высокая — до 350 т/час.
- Сверхвысокая — до 400 т/час и более.
Многие предприниматели начинают с малых АБЗ, отличающихся небольшой ценой, компактностью и возможностью размещения на небольшой территории. Такие особенности позволяют размещать завод на небольших территориях и покрывать нужды какого-то небольшого года. В дальнейшем можно рассмотреть вопрос повышения производительности.
Заключение
АБЗ — полноценное производство, имеющее индивидуальную структуру и принцип действия.
С повышением спроса на качественные дорожные покрытия, увеличивается и количество таких заводов. Их создание требует выбора территории для размещения, покупки дорогостоящего оборудования и обеспечения оптимального цикла изготовления. Корректной организации процесса можно добиться окупаемости в течение 1-2 лет.
Работа асфальтобетонного завода видео
 youtube.com/embed/NiAYY6CyYa4″ title=”Работа асфальтобетонного завода видео” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/NiAYY6CyYa4″ title=”Работа асфальтобетонного завода видео” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Поиск запроса “асфальтовые (асфальтобетонные) заводы – структура и классификация” по информационным материалам и форуму
Инкрементальные энкодеры | Полное руководство
Как работает инкрементный энкодер?
Инкрементный энкодер выдает заданное количество импульсов за один оборот энкодера. Выходным сигналом может быть одна строка импульсов (канал «А») или две строки импульсов (каналы «А» и «В»), которые смещены для определения вращения. Эта фазировка между двумя сигналами называется квадратурной.
Узнайте больше о выходе квадратурного энкодера здесь
Типовой узел инкрементального оптического энкодера состоит из узла шпинделя, печатной платы и крышки. Плата содержит набор датчиков, которые создают только два основных сигнала для определения положения и скорости. Для инкрементного оптического энкодера оптический датчик обнаруживает свет, когда он проходит через отмеченный диск. Диск перемещается по мере вращения узла шпинделя, а информация преобразуется в импульсы на печатной плате. Для инкрементного магнитного энкодера оптический датчик заменен магнитным датчиком, а вращающийся диск содержит ряд магнитных полюсов.
Для инкрементного оптического энкодера оптический датчик обнаруживает свет, когда он проходит через отмеченный диск. Диск перемещается по мере вращения узла шпинделя, а информация преобразуется в импульсы на печатной плате. Для инкрементного магнитного энкодера оптический датчик заменен магнитным датчиком, а вращающийся диск содержит ряд магнитных полюсов.
Опционально могут быть предоставлены дополнительные сигналы:
Индексный или Z-канал может быть предоставлен как один импульс на оборот для проверки наведения и подсчета импульсов на каналах A и/или B. Этот индекс может быть привязан либо к A, либо к B в их различных состояниях. Он также может быть без ворот и различаться по ширине.
Коммутационные (U, V, W) каналы также могут быть предусмотрены на некоторых энкодерах. Эти сигналы выровнены с коммутационными обмотками серводвигателей. Они также гарантируют, что привод или усилитель для этих двигателей подает ток на каждую обмотку в правильной последовательности и на правильном уровне.
Альтернативные варианты инкрементных поворотных энкодеров
В то время как инкрементальные энкодеры обычно используются во многих приложениях с обратной связью, резольверы и абсолютные энкодеры предоставляют альтернативы в зависимости от требований приложения и среды.
Инкрементальные энкодеры и резольверы
Резольверы — это электромеханические предшественники энкодеров, основанные на технологиях времен Второй мировой войны. Электрический ток создает магнитное поле вдоль центральной обмотки. Имеются две обмотки, расположенные перпендикулярно друг другу. Одна обмотка фиксируется на месте, а другая перемещается по мере движения объекта. Изменения в силе и расположении двух взаимодействующих магнитных полей позволяют резольверу определять движение объекта.
Простота конструкции резольвера делает его надежным даже в экстремальных условиях, от низких и высоких температур до воздействия радиации и даже механических помех от вибрации и ударов. Однако щадящий характер распознавателей как для источника, так и для сборки приложений достигается за счет их способности работать в сложных проектах приложений, поскольку они не могут производить данные с достаточной точностью. В отличие от инкрементных энкодеров, резольверы выводят только аналоговые данные, для подключения которых может потребоваться специализированная электроника.
В отличие от инкрементных энкодеров, резольверы выводят только аналоговые данные, для подключения которых может потребоваться специализированная электроника.
Узнайте больше о резольверах и принципах их работы здесь
Инкрементальные энкодеры и абсолютные энкодеры
Абсолютные энкодеры работают в ситуациях, когда точность скорости и положения, отказоустойчивость и совместимость важнее, чем простота системы. Абсолютный энкодер может «узнать, где он находится» относительно своего положения в случае отключения питания системы и перезапустить его, если энкодер сместится во время отключения питания.
Абсолютный энкодер сам понимает информацию о местоположении — ему не нужно полагаться на внешнюю электронику, чтобы предоставить базовый индекс для положения энкодера. Очевидная сила абсолютных энкодеров, особенно по сравнению с резольверами и инкрементными энкодерами, заключается в том, как их точность позиционирования влияет на общую производительность приложения, поэтому обычно этот энкодер выбирают для высокоточных приложений, таких как ЧПУ, медицина и робототехника.
Узнайте больше об абсолютных энкодерах и о том, как они работают, здесь
В чем разница между абсолютными и инкрементальными энкодерами?
В предыдущем уроке мы обсуждали, что такое кодировщик и как его можно реализовать в вашем приложении. В этой статье мы обсудим разницу между абсолютным и инкрементным энкодером и какой из них можно использовать для какой функции.
Типы и технологии энкодеров
Существует множество различных типов энкодеров, но в основном они делятся на два основных метода измерения. Таких:
– Линейный
– Вращательный
В рамках этих категорий существуют различные типы измерения энкодеров, такие как:
– Абсолютный
– Инкрементный
Существуют также различные электромеханические технологии, такие как:
– Оптический
– Магнитный
– Индуктивные
– Емкостные
– Лазерные
Существует огромное количество информации о энкодерах, и вам может показаться, что ее трудно уложить в голове.
Описания, такие как вращательное или линейное, оптическое и магнитное, абсолютное и инкрементное.
Мы коснемся нескольких основ, чтобы помочь вам понять, что к чему и почему.
Давайте сначала немного разберем эти категории и объясним пару из многих конфигураций.
1. Линейный энкодер
Во-первых, линейный энкодер использует датчик для измерения расстояния между двумя точками. Эти энкодеры могут использовать стержень или кабель, который проходит между датчиком энкодера и объектом, движение которого будет измеряться.
По мере движения объекта данные датчика, собранные со стержня или кабеля, создают выходной сигнал, линейный по отношению к движению объекта.
При измерении расстояния линейный энкодер использует эту информацию для определения положения объекта.
Примером использования линейного энкодера является фрезерный станок с ЧПУ, где для точности производства требуются точные измерения перемещений.
Линейные энкодеры могут быть «абсолютными» или «инкрементными». Мы коснемся абсолютных и инкрементальных измерений чуть позже в этой статье.
Мы коснемся абсолютных и инкрементальных измерений чуть позже в этой статье.
2. Вращающийся (валовой) энкодер
Вращающийся энкодер собирает данные и обеспечивает обратную связь на основе вращения объекта или, другими словами, вращающегося устройства.
Угловые энкодеры иногда называют «валовыми энкодерами». Этот тип энкодера может преобразовывать угловое положение или движение объекта на основе вращения вала, в зависимости от используемого типа измерения.
« Абсолютные датчики вращения » могут измерять «угловые» положения, в то время как « Инкрементальные датчики вращения » может измерять такие параметры, как расстояние, скорость и положение.
Поворотные энкодеры используются в самых разных областях применения, таких как компьютерные устройства ввода, такие как мыши и трекболы, а также робототехника.
Энкодеры вращения или вала, как указано выше, могут быть «абсолютными» или «инкрементными».
3. Датчик положения
Датчик положения
Следующий датчик, который является датчиком положения, используется для определения механического положения объекта. Эта механическая позиция является «абсолютной позицией».
Они также могут использоваться для определения изменения положения между энкодером и объектом. Изменение положения по отношению к объекту и кодировщику будет постепенным изменением.
Датчики положения широко используются в промышленности для определения положения инструмента и многоосевого позиционирования.
Датчик положения также может быть абсолютным или инкрементным.
4. Оптический энкодер
«Оптические» энкодеры интерпретируют данные в виде световых импульсов, которые затем можно использовать для определения положения, направления и скорости.
Вал вращает диск с непрозрачными сегментами, которые представляют определенный узор. Эти энкодеры могут определять движение объекта для «вращательных» или «валовых» приложений, определяя точное положение в «линейных» функциях.
Оптические энкодеры используются в различных приложениях, таких как принтеры, фрезерные станки с ЧПУ и робототехника.
Опять же, эти энкодеры могут быть абсолютными или инкрементными.
После объяснения основных групп вы можете увидеть закономерность.
Все энкодеры в основном делают одно и то же, выдают электрический сигнал, который затем можно преобразовать в положение, скорость, угол и т. д.
Абсолютный энкодер и инкрементальный энкодер
обсудите разницу между абсолютными и инкрементными измерениями.
Чтобы обсудить разницу между абсолютными и инкрементальными измерениями, мы будем использовать в качестве примера датчик вращения.
В ротационном энкодере с «абсолютным» типом измерения диск с прорезями на валу используется в сочетании со стационарным датчиком. Когда вал вращается, создается уникальный кодовый рисунок. Это означает, что каждое положение вала имеет шаблон, и этот шаблон используется для определения точного положения.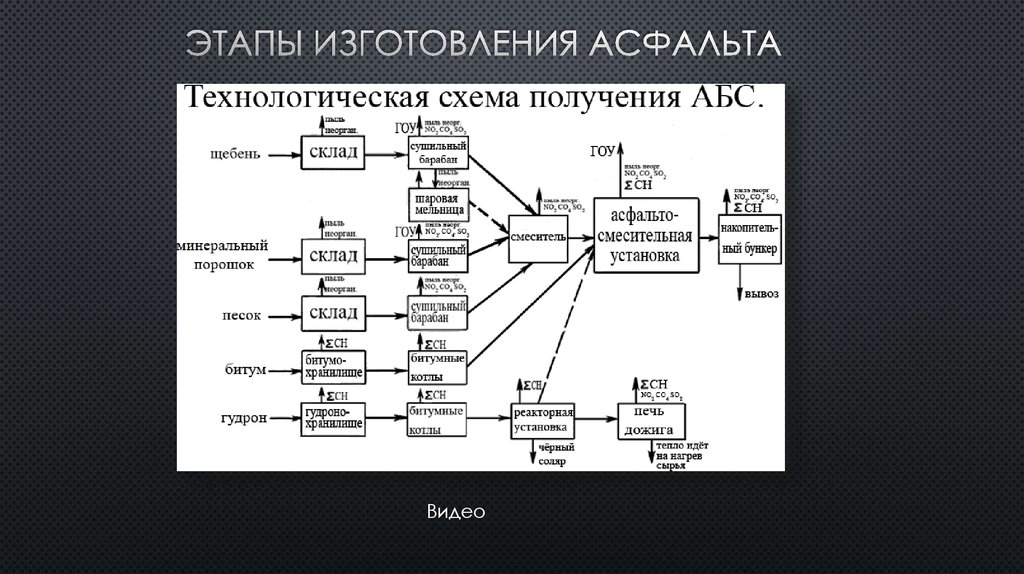
Если питание энкодера было отключено, а вал вращался, то при возобновлении питания энкодер запишет абсолютное положение, демонстрируемое уникальной последовательностью, передаваемой диском и принимаемой звукоснимателем.
Этот тип измерения предпочтителен в приложениях, требующих высокой степени уверенности, например, когда безопасность является первостепенной задачей. Потому что кодировщик всегда знает свое окончательное положение на основе созданного уникального шаблона.
Абсолютных датчиков измерения может быть
– однооборотные
или
– многооборотные
«Однооборотные» энкодеры используются для измерения коротких расстояний, тогда как «многооборотные» больше подходят для больших расстояний и более сложных требований к позиционированию.
Для инкрементальных энкодеров выходной сигнал создается каждый раз, когда вал поворачивается на измеряемую величину. Затем этот выходной сигнал интерпретируется на основе количества сигналов на оборот.
Инкрементальный энкодер начинает отсчет с нуля при включении питания. В отличие от абсолютных энкодеров, здесь нет никаких гарантий относительно положения.
Поскольку инкрементальный энкодер начинает отсчет с нуля при запуске или сбое питания, необходимо определить контрольную точку для всех задач, требующих позиционирования.
Кодировщики в приложениях для подсчета
В предыдущей статье при описании использования кодировщика для подсчета этот пример является хорошим примером инкрементного кодировщика.
Предположим, что питание не было отключено, и вы включили конвейер и перевели машину в режим настройки.
Пока энкодер вращается, контроллер получает отсчеты. Допустим, диапазон счета от 0 до 10000.
Это инкрементный энкодер, поэтому абсолютное положение неизвестно, мы просто знаем, что полный оборот вала регистрирует счет 10000.
Мы поместим объект на конвейер и, как только входной фотоэлемент обнаруживает объект, фиксируется текущий отсчет энкодера. Допустим, это число 5232.
Допустим, это число 5232.
Затем мы зафиксируем отсчет с выходом объекта и его обнаружением выходным фотоглазком. Скажем, число равно 6311. Итак, чтобы определить количество полного пути, мы вычтем 5232 из 6311 и определим, что путь объекта равен 1079.считает.
В этом примере очевидно, что мы не знаем абсолютного местоположения объекта, мы просто знаем, что количество перемещений от входа до выхода равно 1079.
Это не говорит нам о том, что объект составляет три дюйма. с выхода, просто вход и т.д.
мы просто знаем, что объект войдет, кол будет захвачен, и объект выйдет и опять, кол захвачен.
В случае, если мы не увидели выхода объекта в пределах допустимого количества перемещений, плюс или минус зона нечувствительности, машина выйдет из строя и процесс остановится.
Существует множество разновидностей кодировщиков, и мы могли бы часами рассказывать о различных типах.
Надеюсь, мы дали вам общее представление о том, что там есть и когда вы можете предпочесть один конкретный тип другому.
Добавить комментарий